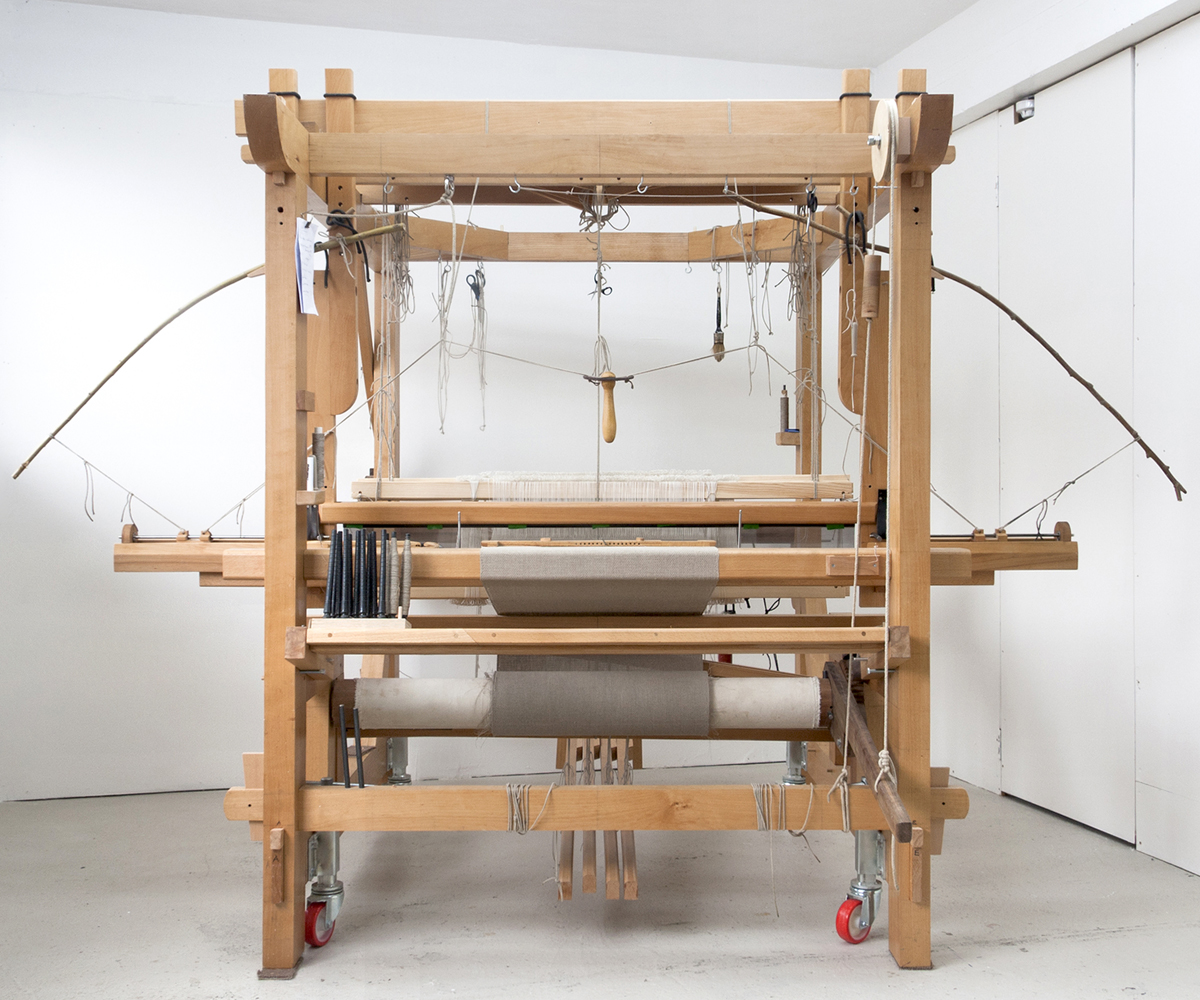
I spent much of 2023 building a new loom specifically for linen. The finished loom is shown in the photographs above. The images further down this post show the various stages of the design and build process.
The loom is modelled on examples of nineteenth century linen looms in museums in England, Scotland and Northern Ireland. These old looms share the ‘four-post’ frame configuration, with a full-height post at each corner, a type sometimes referred to as ‘Old English’ although by no means peculiar to England.1 The framework is strong and heavy to withstand the strenuous beating and high tension needed for closely woven linen. The sides are open, giving easy access to the harness and the warp, and the looms are rather long to expose a generous amount of warp for dressing.2
The new loom has a countermarche shedding mechanism, and is fitted with a fly-shuttle. The unusual forked swords are modelled on those used in North Lopham in Norfolk, adjusted with a twisted cord. The warp beam is fitted with interchangeable ratchet wheels with 12, 14 or 16 teeth. The cloth beam is advanced with a pulley-operated lever and ratchet.
At the very bottom of this post is a video showing how the wedged and pegged joints allow for quick assembly of the loom frame.
.
.
.
.
Notes: 1. See for example my post about the 1724 Treatise known as Farming in Scotland in which the ‘French’ loom has this configuration. 2. The essential characteristics of a good linen loom were described by Percy Beales in the article Hand Loom for Linen Weaving, Quarterly News of the Guild of Weavers Spinners and Dyers, November 1936. Here are some extracts: If we are intent upon sound work, the essentials towards a good craftsmanship are just as inexorably the same for us as they were for our forefathers. They knew well enough that good linen would never come off a flimsy loom. They built heavily and made all rigid above and below fore and aft… In order to ensure rigidity, year in year out under constant stress and strain, the old handlooms i knew as a child had their uprights let into and firmly embedded in the ground. When a suspicion of tremor was discovered in the upper framework, this was braced with baulks of timber let into the walls… The beater must be really heavy and swing forward with considerable force… An average distance of not less than five feet is a suitable stretch of warp to have exposed at a time.
The second of two posts presenting photographs of the linen looms at Ballydugan Weaver’s House in the Ulster Folk & Transport Museum, Northern Ireland. This post deals with the ‘damask loom’, the previous post with the ‘plain loom’.
.
Ballydugan Weaver’s House is a reconstruction of an 1850s weaver’s cottage from Ballydugan, County Down. It currently houses two working linen looms, both dating from around 1900. The two looms are similar in size and construction. Both have previously been fitted with Jacquard mechanisms, but one is currently set up for plain weaving with the Jacquard harness removed. The other is set up for damask weaving. In these posts I refer to them as the Plain Loom (see previous post) and the Damask Loom. I visited in April 2023 to look at details of loom construction to inform my own loom build later in the year. I am grateful to the weavers Roisin & Joanne for welcoming me.
The Damask Loom
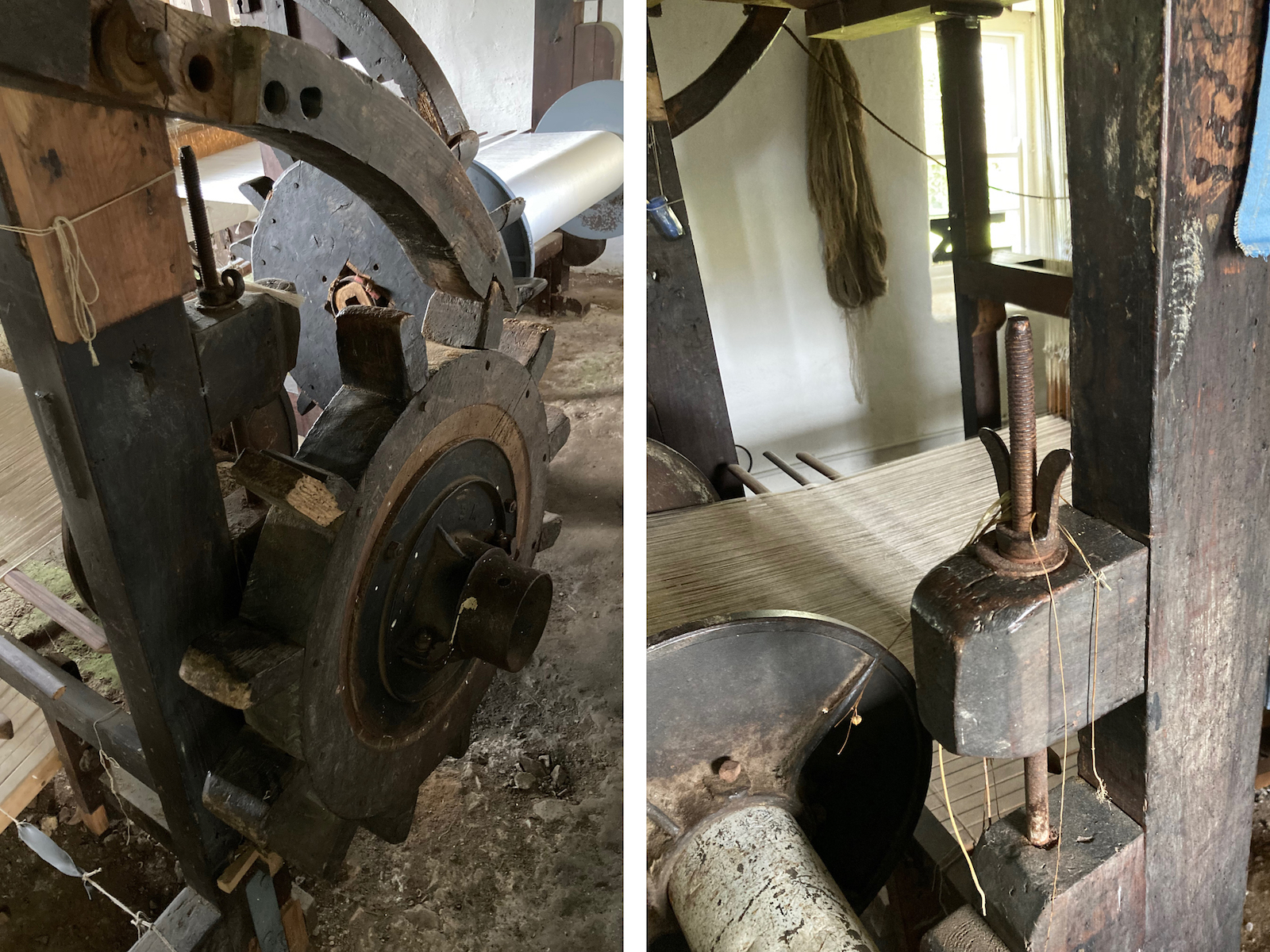
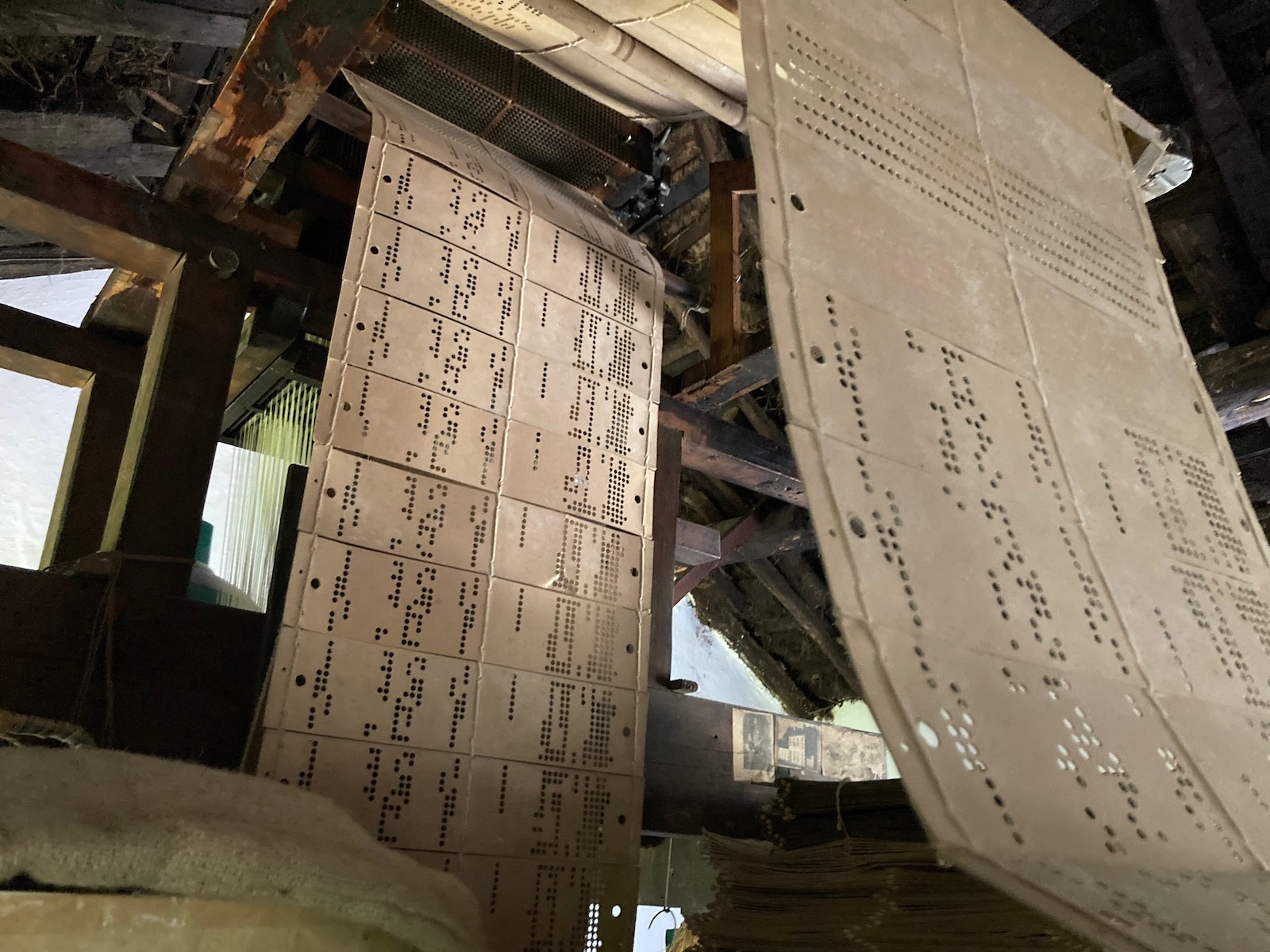
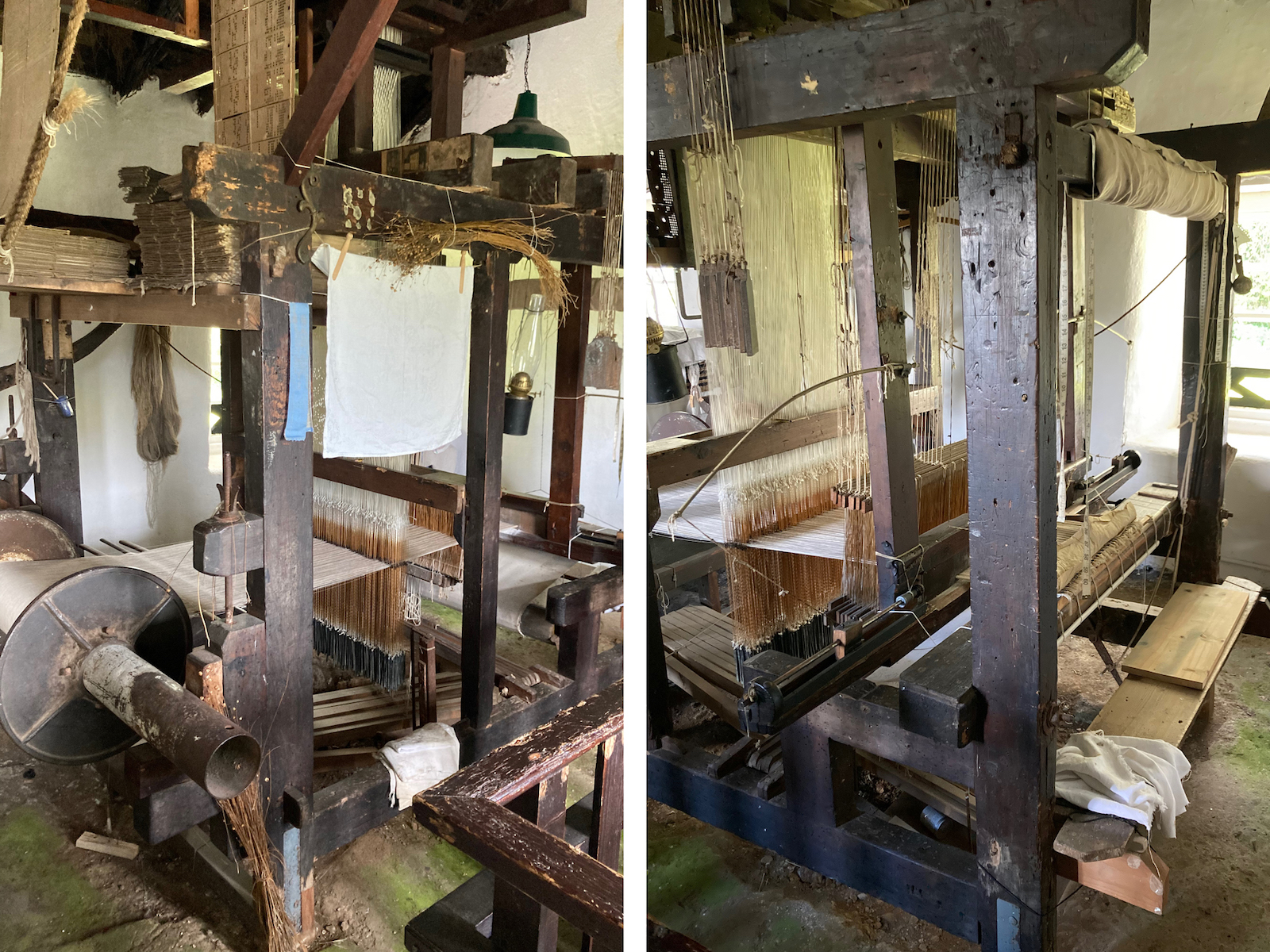
The frame of the Damask loom is narrower than the Plain loom but of similar form, with the addition of extra uprights and rails to support the Jacquard mechanism, punch cards and harness. It is fitted with a flanged warp beam with a large wooden brake wheel with only twelve teeth (the plain loom has a wheel with sixteen teeth). The pawl lever has an additional step at the end to allow the brake to be held midway between two teeth. The fly-shuttle arrangement is very similar to that described on the plain loom. The Jacquard harness works in tandem with the front eight-shaft harness to weave damask.
The ‘Damask’ loom, general view.
The ‘Damask’ loom, general view.
Ratchet wheel & pawl (left); turnscrew for adjusting warp beam height (right).
SIde view showing front harness & fly-shuttle box.
The first of two posts presenting photographs of the linen looms at Ballydugan Weaver’s House in the Ulster Folk & Transport Museum, Northern Ireland. This post deals with the ‘plain loom’, the second post with the ‘damask loom’.
.
Ballydugan Weaver’s House is a reconstruction of an 1850s weaver’s cottage from Ballydugan, County Down. It currently houses two working linen looms, both dating from around 1900. The two looms are similar in size and construction. Both have previously been fitted with Jacquard mechanisms, but one is currently set up for plain weaving with the Jacquard harness removed. The other is set up for damask weaving. In these posts I refer to them as the Plain Loom and the Damask Loom (see next post). I visited in April 2023 to look at details of loom construction to inform my own loom build later in the year. I am grateful to the weavers Roisin & Joanne for welcoming me.
The Plain Loom
Both looms have the four-post frame configuration typical many old linen looms, with a post at each corner and open sides, giving easy access for adjusting the harness and dressing the warp. The frame of the ‘Plain Linen Loom’ is 1.5m wide and 1.97m long measured from the outside of the posts, and 1.78 high to the top of the top side rail. The timber appears to be pine. The posts are about 7.5cm wide and 14cm deep. The loom is braced into the roof structure for added stability. The base of the posts once sat directly on the earthen floor but have rotted and now sit on a pair of new floor plates. The treadles are set above a shallow pit in the floor.
The steel warp beam is fitted with a very large brake wheel with sixteen teeth and a large wooden pawl. The ends of the beam are supported on brackets which can be raised or lowered with an iron turnscrew. If very long warps were used it would have been be necessary to lower the beam periodically to maintain a consistent warp line. The current warp of bleached linen was wound by Fergusons of Banbridge.
The cloth beam has an iron or steel ratchet with about one hundred somewhat irregular teeth that appear to be hand-cut. The weaver advances the warp by pulling on a cord running up and down inside the right front post and over a pulley at the top. Pulling on the cord raises a lever,attached to the ratchet mechanism under the seat.
The loom is fitted with a fly-shuttle. The fly-shuttle pickers run on steel rods and are each made from a single block of apple-wood with the grain running across. Small willow branches attached to the swords operate as springs. Old rubber bicycle pedals have been repurposed and fitted on the rods to make buffers to arrest the motion of the pickers.
The batten is hung from a repurposed wooden rail spanning between the tops of the side-frames. The height of the batten can be adjusted by tightening or loosening the twisted cords which secure the swords to the rail.
There are four heddle shafts hung from coupers in the top-castle. The heddles are hand-knitted and varnished. The two treadles are pivoted at the back. There are four lamms or marches pivoted at the left. The front two lamms are tied together, as are the back two. The harness has a counterbalanced action: one treadle raises the two front shafts and sinks the back two, and the other treadle does the oppsoite.
The ‘plain’ loom, general view.
Front posts.
Junction of front post & top rail.
Front post, breast beam, seat.
Front of loom from the side.
Underside of warp beam with treadle pivot over floor pit.
Warp beam with brake wheel.
Warp beam with brake wheel.
Warp beam with brake wheel.
Warp with lease sticks.
Underside of cloth beam with ratchet mechanism.
Underside of cloth beam with ratchet mechanism.
Fly-shuttle box.
Fly-shuttle box.
Junction of sword and rocker with twisted cord for height adjustment.
Junction of sword and rocker from the rear, with peg for twisting cord for height adjustment.
A post about the two linen looms at Ballydugan Weaver’s House in the Ulster Folk & Transport Museum at Cultra, Northern Ireland. I visited in April 2023 to look at details of loom construction to inform my own loom build later in the year. I am grateful to the weavers Roisin & Joanne for making me so welcome.
.
.
Ballydugan Weaver’s House is a reconstruction of an 1850s weaver’s cottage from Ballydugan, County Down. It currently houses two linen looms, both dating from around 1900. The two looms are similar in size and construction. Both have previously been fitted with Jacquard mechanisms for damask weaving, but one is currently set up for plain weaving with four shafts, with the Jacquard harness removed. in this post I refer to this as the Plain Linen Loom and to the other as the Jacquard Loom.
The Plain Linen Loom
Both looms are fairly typical four-post looms with a post at each corner and open sides, giving easy access for adjusting the harness and dressing the warp. The frame of the ‘Plain Linen Loom’ is 1.5m wide and 1.97m long measured from the outside of the posts, and 1.78 high. The timber appears to be pine. The posts are about 7.5cm wide and 14cm deep. The base of the posts once sat directly on the bare earthen floor but have rotted and now sit on a pair of new floor plates. The treadles are set above a shallow pit in the floor.
The steel warp beam is fitted with a very large brake wheel with sixteen teeth and a large wooden pawl. The ends of the beam are supported on brackets which can be raised or lowered with an iron turnscrew. The warp of bleached linen was wound by Fergusons of Banbridge.
The cloth beam has an iron or steel ratchet with about one hundred teeth. A ratchet mechanism allows the weaver to advance the warp by pulling up on a lever under the seat.
The loom is fitted with a fly-shuttle. The fly-shuttle pickers run on steel rods and are each made from a single block of apple-wood with the grain running across. Small willow branches attached to the swords operate as springs. Old rubber bicycle pedals have been repurposed and fitted on the rods to make buffers to arrest the motion of the pickers.
The batten is hung from a repurposed wooden rail spanning between the tops of the side-frames. The height of the batten can be adjusted by tightening or loosening the twisted cords which secure the swords to the rail.
There are four heddle shafts hung from coupers in the top-castle. The heddles are hand-knitted and varnished. The two treadles are pivoted at the back. There are four lamms or marches pivoted at the left. The front two lamms are tied together, as are the back two. The harness has a counterbalanced action: one treadle raises the two front shafts and sinks the back two, and the other treadle does the oppsoite.
The Jacquard Loom
The frame of the Jacquard loom is narrower than the Plain loom but of similar form, with the addition of extra uprights and rails to support the Jacquard mechanism, punch cards and harness.
It has a flanged warp beam with a large wooden brake wheel with only twelve teeth. The pawl lever has an additional step at the end to allow the brake to be held midway between two teeth.
The fly-shuttle arrangement is very similar to that described on the plain loom.
The Jacquard harness works in tandem with the front eight-shaft harness to weave damask.
In 2023 I made a small batch of huckaback handtowels from the finest unbleached linen yarn I could obtain. One of these I monogrammed in memory of Albert Tyler, the last of the Lopham handloom weavers. Tyler was almost certainly involved in weaving the ‘Lopham linen’ which is now in the collection of Norfolk Museums and which first inspired me to make this huckaback cloth. My towelling is a close copy of the museum huckaback 1 which was made in North Lopham by T.W. & J. Buckenham in 1906 (more here). My red cross-stitch embroidery is also modelled on the marking traditionally used in North Lopham.
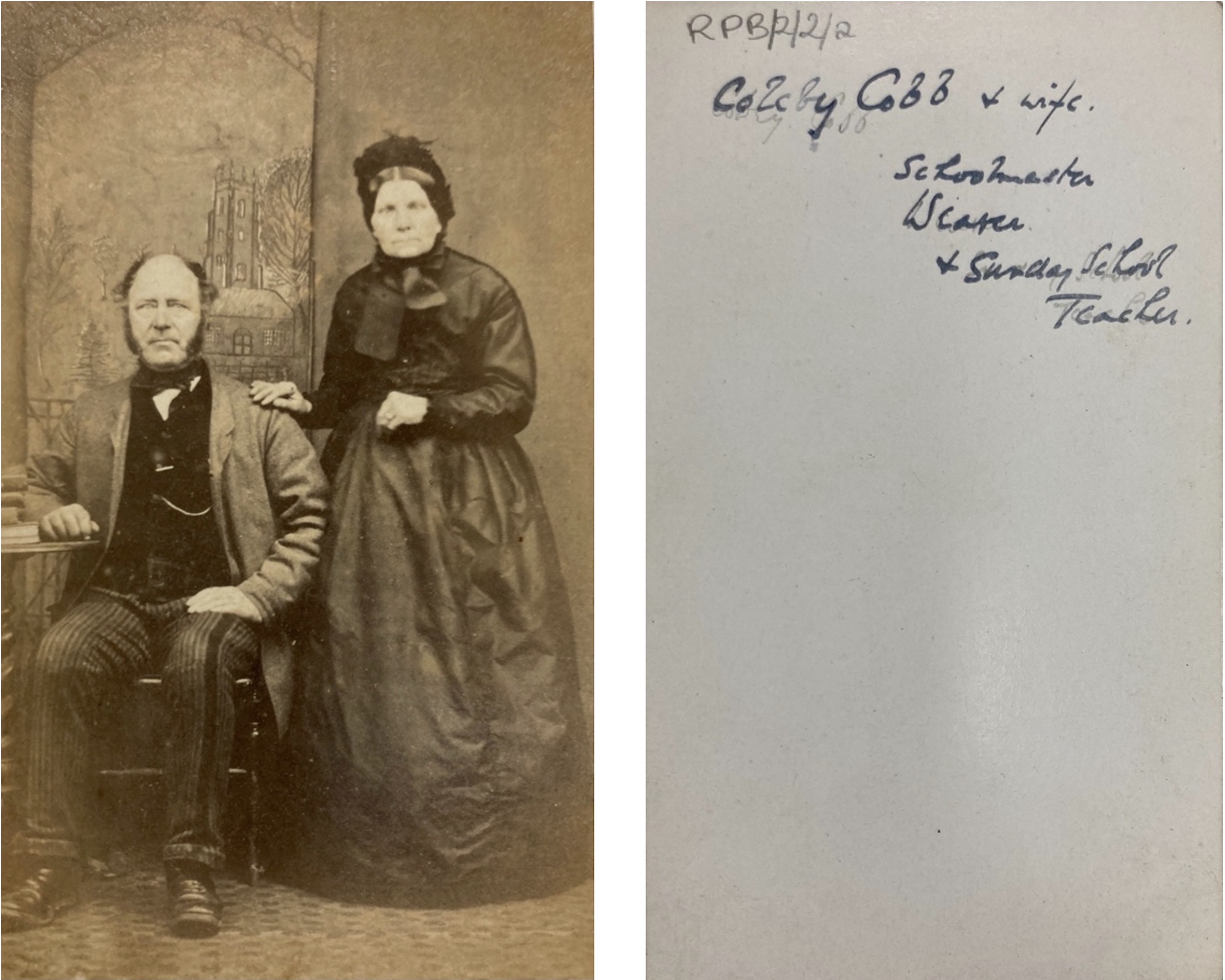
Albert Tyler, pictured below, lived in North Lopham all his life and worked for T.W. & J. Buckenham for fifty years. He was also the organist at the local Wesleyan Chapel. He died in 1947 at the age of 89.1
.
Notes: 1. Norfolk Museum’s reference 1970.553.1. 2. Albert Tyler’s obituary, from a newspaper cutting in the Rita & Percy Beales archive, Crafts Study Centre, UCA Farnham (RPB 2/1/6).
“In a low, dark shed, green with damp and crumbling with age, there still stands the very last of the old Lopham looms…”
.
.
“In a low, dark shed, green with damp and crumbling with age, there still stands the very last of the old Lopham looms, exactly where it was worked for at least a century and a half. Though not so interesting a specimen as the fine example in the Norwich Bridewell, the loom still standing dusty and desolate is probably much older, and is not without its story. We know but part of it, and that is linked chiefly in memory with one, Coleby Cobb, who sat at it well over forty years, and was still a weaver at 70.”
These lines, and the photograph above, are taken from an article by Percy Beales that appeared in The Journal 1 on Saturday 29th March 1929. A cutting of the newspaper article is preserved in the Rita & Percy Beales archive in the Crafts Study Centre in Farnham.
The halftone photograph makes a tantalising image. The closer you look, the less you see, as the details disappear amongst the printed dots. It is likely that the original photograph was taken by Percy Beales himself, but the original is not in the archive. He described the loom as “of the primitive type for plain, full-width sheeting.” It has some features in common with other Lopham looms, including the four-post open-sided construction, forked swords and an iron or brass ratchet wheel on the yarn beam. In front of it you can make out the big wheel of a bobbin-winder for winding weft onto quills or pirns.
I have been trying to track down the old Lopham looms, some of which were sold at auction when the linen industry of North Lopham ceased with the closure of T.W. & J. Buckenham’s in 1925. The only one I have so far located belongs to Bankfield Museum in Halifax. Coleby Cobb’s loom, however, was evidently still in North Lopham a few years later when Percy Beales wrote his article in 1929. What happened to it after that?
When Michael Friend Serpell wrote A History of the Lophams in the late 1970’s he believed this loom was in Thetford Museum. 2 I assume he was referring to Thetford’s ‘Ancient House Museum’, although there is no trace of the old loom there now. Ancient House is now part of Norfolk Museums, whose curators believe a loom from Ancient House was moved into storage at Gressenhall Museum & Workhouse in the 1990’s. Whether this is the same loom or another is unclear. The stores are currently inaccessible, but I hope to be able to visit later this year once some reorganisation has been completed.
.
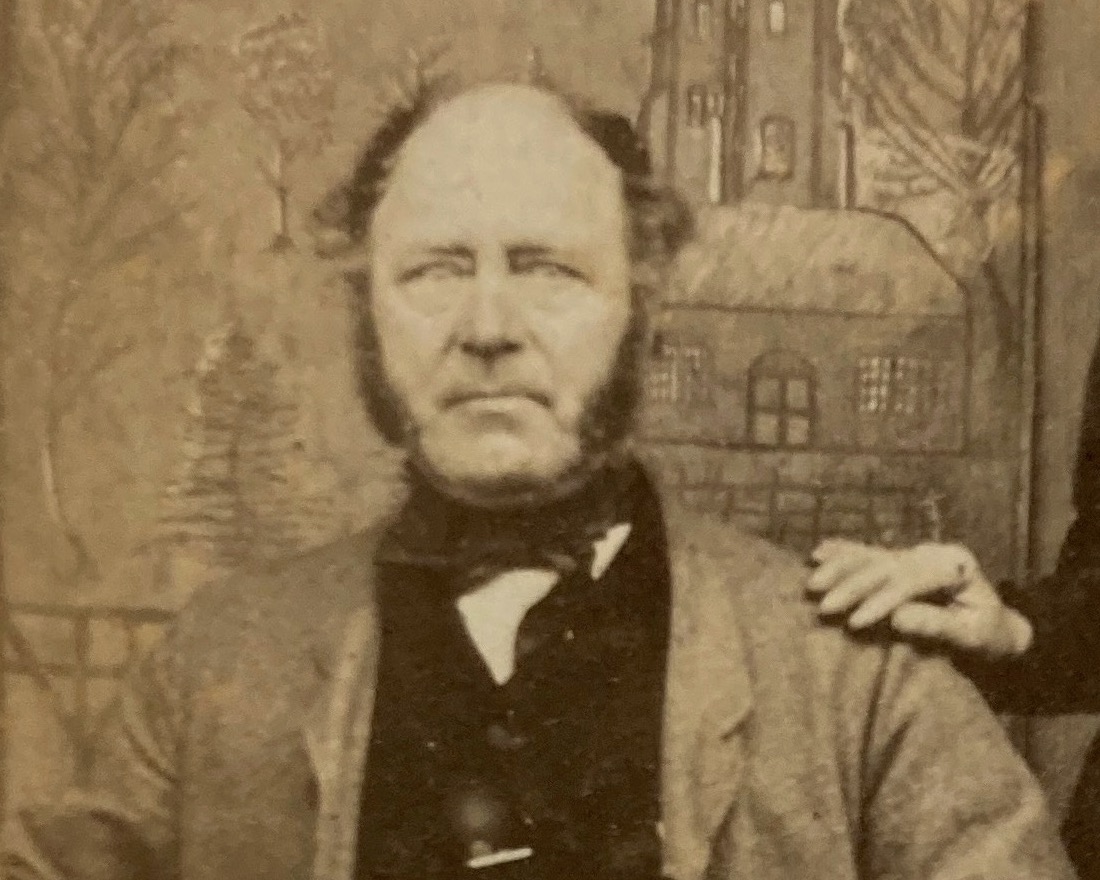
This is a photograph of Coleby Cobb, linen weaver of North Lopham, with his wife. On the reverse of the photograph (also in the Crafts Study Centre) is an inscription in Percy Beale’s hand: “Coleby Cobb + wife. Schoolmaster Weaver + Sunday School Teacher”.
Not much is recorded about Cobb. He had been a linen manufacturer in North Lopham by the 1820’s and had died before 1851. 3 According to Percy Beales he worked for the Buckenhams and was one of “the finest hand-weavers Lopham – that is to say England – ever knew”. 4 He was one of the weavers who met with John Mitchell, Commisioner for the Parliamentary Report on the Condition of the Handloom Weavers, one day in 1839 in the ‘Bell’ public house in North Lopham. 5
Notes
“The Journal” was perhaps a supplement to the Eastern Daily Press? The title of the article is Coleby Cobb’s Loom: a Lopham Survival of the Days of the Old Weaving Industry: Stories of a Village Hampden.
Michael Friend Serpell (1980): A History of the Lophams. p. 149.
ibid. p. 139.
From newspaper cutting in the Crafts Study Centre ref. RBP 2/1/3: “Coleby Cobb wove for the Buckenhams, and it must be remembered that almost every cottager in those days wove as a part-timer when not engaged in his ordinary occupation, eventually in many cases giving up the latter.”
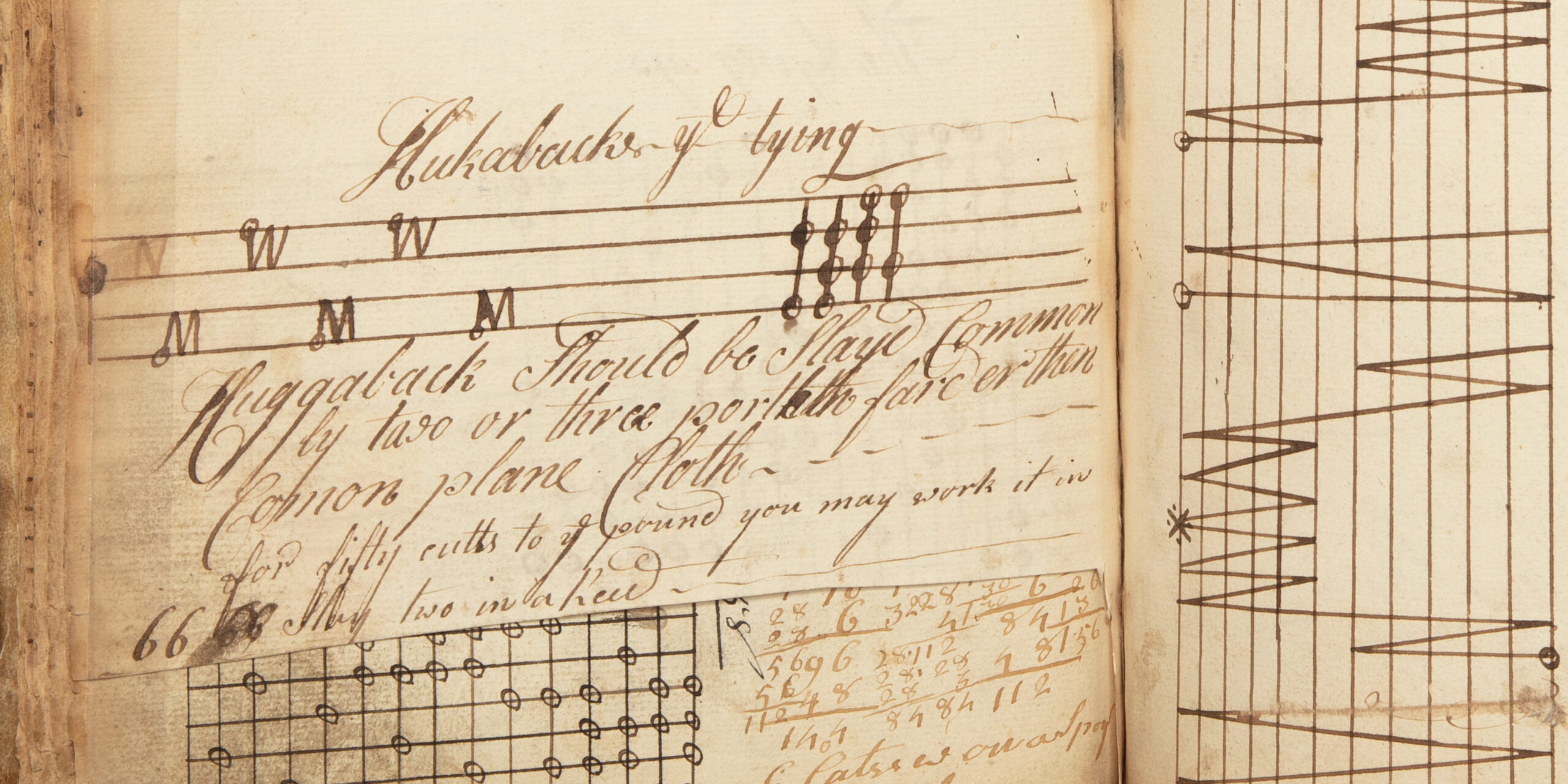
Like most old words it has been spelled in various ways, including huccaback, hukkaback, hukaback, hugaback, hag-a-bag, hagabag, huggaback and huck-a-back, before becoming standardised as huckaback, sometimes shortened to just huck. Usually singular, occasionally plural, as in the weavers’ draft for ‘hukabacks’ in the Thomas Jackson manuscript from the mid 1700’s.1
*
The Oxford English Dictionary defines huckaback as: “A stout linen fabric, with the weft threads thrown alternately up so as to form a rough surface, used for towelling and the like” and “a noted product of the North of England.”2 The name is sometimes used by weavers to designate the weave structure regardless of the yarn type, but huckaback was historically a linen cloth made from the fibres of either flax or hemp.3 Weft threads are thrown up on one side and warp threads on the other, making the front and back slightly different. The long warp and weft ‘floats’ give huckaback its characteristic texture.
*
The earliest dictionary listing I have found is in Nathaniel Bailey’s Universal Etymological English Dictionary of 1731 where it is defined as “a sort of linen cloth that is woven so as to lie partly raised.” The earliest printed use of the word huckaback listed in the OED is in The Merchant’s Ware-house Laid Open: or, the Plain Dealing Linnen-draper from 1696, where Huckaback appears amongst a dazzling array of textiles described alphabetically from Alcomore, Bore-lap and Cambrick to Sleasie, Ticklenburs and Vehemounty.
There is some evidence to support the OED’s claim about huckaback being made in the North of England. During his ‘Tour’ of 1724-7 Daniel Defoe found it manufactured in Darlington, which “particularly excels in Huggabags of Ten Quarters wide, which are made nowhere else in England”; and in Warrington, which held a weekly linen market specialising in “a sort of Table linen, called Huck-a-back.” 4 There is also evidence that huckaback was being made in East Anglia in the early 18th century,5 and in Shropshire.6 It is likely that such a useful textile, neither fancy nor difficult to weave, was made across Britain in those areas where linen weaving was practiced.
The etymology of huckaback is uncertain, but there is a striking resemblance to the German huckepack, equivalent to the English piggyback, historically pickaback, pick-a-pack, pickapack etc. The OED refers to speculations by Walter William Skeat in An Etymological Dictionary of the English Language, published in 1888: “The word bears so remarkable a resemblance to Low G. hukkebak, G. huckeback, pick-a-back, that it seems reasonable to suppose that it at first meant ‘peddler’s ware;’ see Huckster.”
Huckaback is followed in Skeat’s dictionary by Huckle-bone, and then Huckster (peddler). He discusses their shared origins: “The etymology is much disputed; but it is solved by Hexham’s Du(tch) Dict(ionary) which gives us hucken, to stoop or bow… Nothing could be more fitting than to describe the peddler of olden times as a croucher, creeper or slinker about; his bent back being due to the bundle upon it… So also G. hucke is properly the bent back, whence G. huckepack, pick-a-back.”
The resemblance between huckaback and huckepack is compelling, but I think Skeat’s conclusion – that huckaback is so called because it was once hawked by peddlers – is wrong. Why should this cloth be singled out amongst the many that peddlers must have carried? I believe a more plausible explanation concerns the form of the huckaback weave structure, which Skeat and other etymologists may have been unaware of.
*
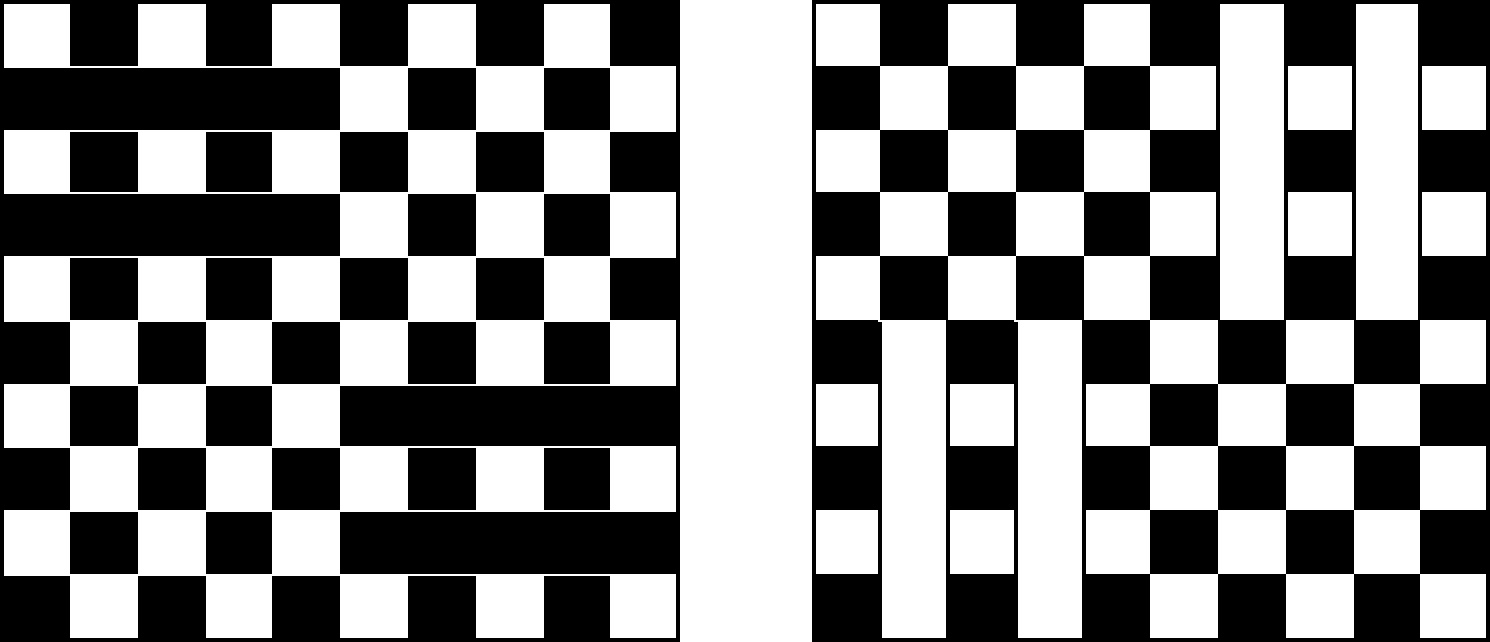
The huckaback structure involves an alternation between tightly woven and loosely woven areas with long ‘floats’. There are a number of variations but the common form has five ends (warp threads) and five picks (weft threads) in each unit, and is characterised by pairs of floats lying on the surface. On the loom, the top face of the cloth has pairs of picks (shown on the left in black in the diagram above) which float crosswise over five ends, while the underside has pairs of ends (shown on the right in white) which float lengthwise over five picks. These arching floats literally ride piggyback on a tabby-weave ground.
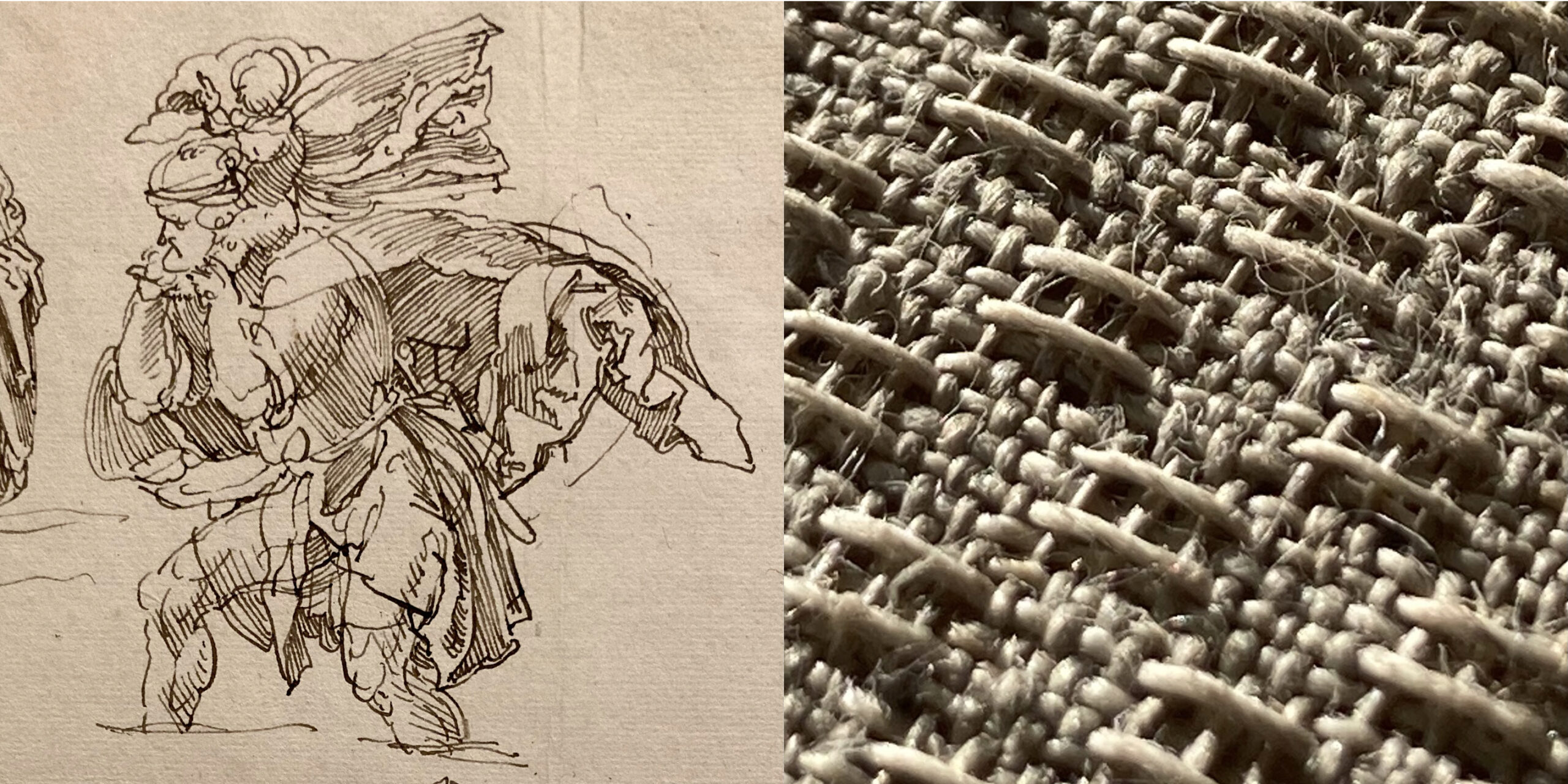
A piggyback rider typically wraps two arms horizontally round the carrier’s neck, legs dangling in front. Isn’t there a resemblance between the pairs of floats in the huckaback weave structure and the arms and legs of the piggybacker? Could that be why it became known as huckaback, the piggyback cloth?
‘Truly an old craft standing by itself, alone in this England of ours.‘
This post is a transcript of a newspaper article about the linen industry in North & South Lopham, Norfolk, first published in the East Anglian Daily Times on 23rd January 1894. A reprinted version of the article is preserved in the Rita & Percy Beales archive at the Crafts Study Centre, University of the Creative Arts, Farnham.
Newspaper article from the Rita & Percy Beales Archive at the Crafts Study Centre, University for the Creative Arts, Farnham. (RPB 2/1/8)
Transcript:
“Hiding away its worth from the world, and far removed from the busy practices of commercial life, blushing almost unseen, is the hand-weaving industry of North and South Lopham. Extremely quiet and unpretentious are these two Norfolk villages, and a stranger could pass through them and fail to learn anything of the native manufacture. Yet here is a link with the far-away past, and a connection savouring of antiquity –
“Adam delved and Eve span”
– and, as the plough employed the kings, so the queenly dames would engage the hours in spinning and weaving the softest fabrics – peace offerings to Pallas, the goddess of wisdom. A right royal employment, which brings us in touch with the Flemish Craftsmen of the 12th century, with their ancient looms and time-honoured plans. And the old-style looms and the old-style systems are maintained by the weavers of Lopham today; the yarns are as honest as of yore, the texture of material and beauty of pattern leave nothing to be desired. Truly an old craft standing by itself, alone in this England of ours. The country has progressed by leaps and bounds, the innumerable inventions in weaving have moved forward with giant strides and while the great northern towns are still striving with one another in the maddest competition, here, away from the worry and quietly marking time, these Norfolk villages are holding their own and making a record blameless and unique. A guileless industry, bearing itself nobly in the battle for existence and altogether regardless of steam appliances and the many arts and crafts of modern manufacture. Even the present day system of supplying the wholesale houses has never entered into the calculations of these old-world weavers; theirs is still a retail trade; they know their customers as acquaintances and the middleman has neither part nor lot in this business. Living in a world entirely their own, these manufacturers have ever refused to don the seven league boots of modern commercialism, though frequently the trade warranted a forward movement, a radical development to save itself. Their ancestors would not pull down their old barns and build greater, so those who came after them walked in the well trodden way. Right through their history they have comfort ubly jogged along, even while the outside world was wearing and tearing its heart out and failing to reap a satisfied rest.
The old story of the waiter who remembered the beef-steak when it was nothing but a calf, has its counterpart here, for some of the housewives living in the district can call to mind when their huckaback tablecloths grew in the fields by the church. Forty or more years ago hemp was largely cultivated in the neighbourhood, and this, after an amount of preparation, was spun into yarn by the native female population. Hemp-growing, for reasons best known to local farmers, is now a lost art, and the Lopham weavers, seeking the best yarn obtainable, have recourse to Irish enterprise, which supplies the better qualities. The well-known firm of R. & S. Beales has a fairly large and well selected stock of these yarns in the natural or grey state, and half bleached yarns as used in the manufacture of sheetings, towellings, &c. Boiled yarns, too, of all sizes – these for the making of diapers and sheetings, ranging in widths from one to three yards, and in lengths to 50 yards or to a full web of 100 yards. And while examining these stocks, which would perhaps be inconsiderable with a Cottonopolis manufacturer, Mr Steven Beales frequently reminds us that we are treating with a primitive trade and with people who delight in the old order of things. The real and ancient relics of our grandmothers’ days are before us, wheels and frames which are admitted to be almost obsolete. The cobwebs are gathering now where the busy fingers played, for the cottage dames of a hundred years ago used these machines to wind the spools and bobbins, the first step in the actual manufacture. The spools are then taken to the warping mill in order to get the web into one continuous chain, are fixed in a frame, and the many threads, after passing through a slide, are wound round the mill, which can be adjusted to any length web. This process forms the warp, and this is looped up into chains and taken to the looms either on or off the premises, for some of the cottages have looms of their own, and are supplied by the manufacturers with the materials for weaving at their own firesides. To harness the threads in a loom is a tiresome business, but quickly each one is fixed into position, the bobbin upon which the weft is wound is fixed in the shuttle, and then the clatter begins. Seated at his work, the weaver uses his hands and his feet and the sharpest of eyes. Half the warp moves from the other half, and by a simple mechanism held in the hand of the worker the shuttle passes through the fabric and leaves but one solitary thread. Stretching across the loom is the “lathe”, armed with a steel reed and teeth separating the warp – the length threads, and this is pulled sharply onto the weft or cross thread and drives it tightly into its proper place and close to its own kin. And then the “lathe” moves away, the warp opens again, the shuttle passes back and through, and another thread is lumped into position. And in walking through the villages this lumping noise is heard everywhere, recalling the merry music of the flail and threshing-floor.
Most people will imagine that such an industry can hardly supply the finer fabrics which one expects from the perfected machinery of Lancashire, but this is where a mistake is made. The weavers of Lopham manufacture for the greatest houses in the land goods of such quality as cannot be obtained anywhere else. Here are looms weaving sheetings for charity purposes, other looms weaving wider and finer qualities. Diaper table-linen, huckaback, birdseye, diamond and dot, and pretty patterned damasks; glass, tea, and, kitchen-cloths, shirtings of rare durability. Mr Stephen Beales is extremely proud of his varied stocks, but is as solicitous for the welfare of his competitors in the village whose stocks are as good and as general as his own. Broadly speaking these manufacturers belonged to the old times; they have not yet entered the land of shoddy, but are still striving in a friendly rivalry to excel in honest productions. The firm of T. W. and J. Buckenham, of North and South Lopham, is trading under the hall-mark of a Royal appointment. In the district are looms where table necessaries of elegant pattern and finish, damask cloths of superb design and with nearly 10,000 threads in the width are being woven. Her Majesty the Queen, the City Clubs and Companies with lords and dames of high degrees, are regularly patrons of the Lopham weavers.
All too hurriedly the visit is made, all too brief the chats with the skilled artizans. Men whose ancestors worked at the trade are using almost the same tools, nearly the same methods common to their great-great-grandsires. Throwing the shuttle with the hands has most certainly disappeared, but it is not so long ago that one of the men died who never would work in any other way. New-fangled inventions brought no pleasure to him, so to the end of his days he laboured diligently and with a dexterity all his own – so they keep his memory green. They all remember the halcyon days when their numbers were larger – before steam and merciless competition thinned their ranks and exploited their industry. The sixth of December was their “Catherine” day, an annual feast to commemorate the good Queen Catherine, who, it is fondly believed, “spun the first thread”. Masters and men would meet together at the full board, and song and toast would gladden the dull hours of winter. Silently they drank to their patron saint, and boisterously quaffed to the health and prosperity of their own happy selves. But all this is a thing of the past, and the hand-weaving craftsmen are growing painfully less. The ambition which influenced the gentlewomen of a past generation to require large quantities of first-class bed and table linen, and to divide it off into marriage portions for their daughters, is nearly, if not quite extinct, a loss which has materially affected the volume of trade. It may be the Lopham weavers, trusting implicitly to their excellent productions to recommend themselves, have not sufficiently advertised their fame to the world. All too few know anything of the industry, though sometimes in the summer visitors will call at the weaving sheds – wealthy and curious London folk, and will ask all manner of questions, promising all the while not to use the information to the detriment of the trade. After watching the shuttles dodging through the myriad threads, they often leave an order, and, departing, will laughingly renew the vow of secrecy – a promise sacredly kept.
All the fabrics are sent away to be bleached, and coming back are finished ready for use, the sewing and marking partly employing the women of the village, the modern sewing machine having no place in the business. Then the orders are taken out, and each parcel is left at the customer’s own door. Through Norfolk, Suffolk, Cambs., Herts, Essex, Surrey, Middlesex, and Kent the delivery vans of Messrs. Beales, T. W. and J. Buckenham and of Mrs Murton, whose business is conducted by her son, John Murton, all these pay their periodical visits to supporters in towns and country common to the manufacturers of both villages, those mentioned by name and others in South Lopham. As the industry exists to-day it deserves the bold advertisement, is worthy of support, and should not disappear for lack of patronage. A native trade deserves a native care.”
In this post I share some illustrations and extracts from a rare eighteenth century book about flax and hemp cultivation, processing and weaving.
The book’s full title is: A Treatise concerning the Manner of Fallowing of Ground, Raising of Grass-Seeds, and Training of Lint and Hemp, for the increase and improvement of Linnen-Manufactories in Scotland, by the Honourable Society for Improving in the Knowledge of Agriculture. It was published in Edinburgh in 1724 and is attributed to William Mackintosh. As far as I know it is the earliest publication in English about the technicalites of linen weaving. There is a leather-boud copy in Senate House Library, University of London. The title “Farming in Scotland” is embossed on the spine.
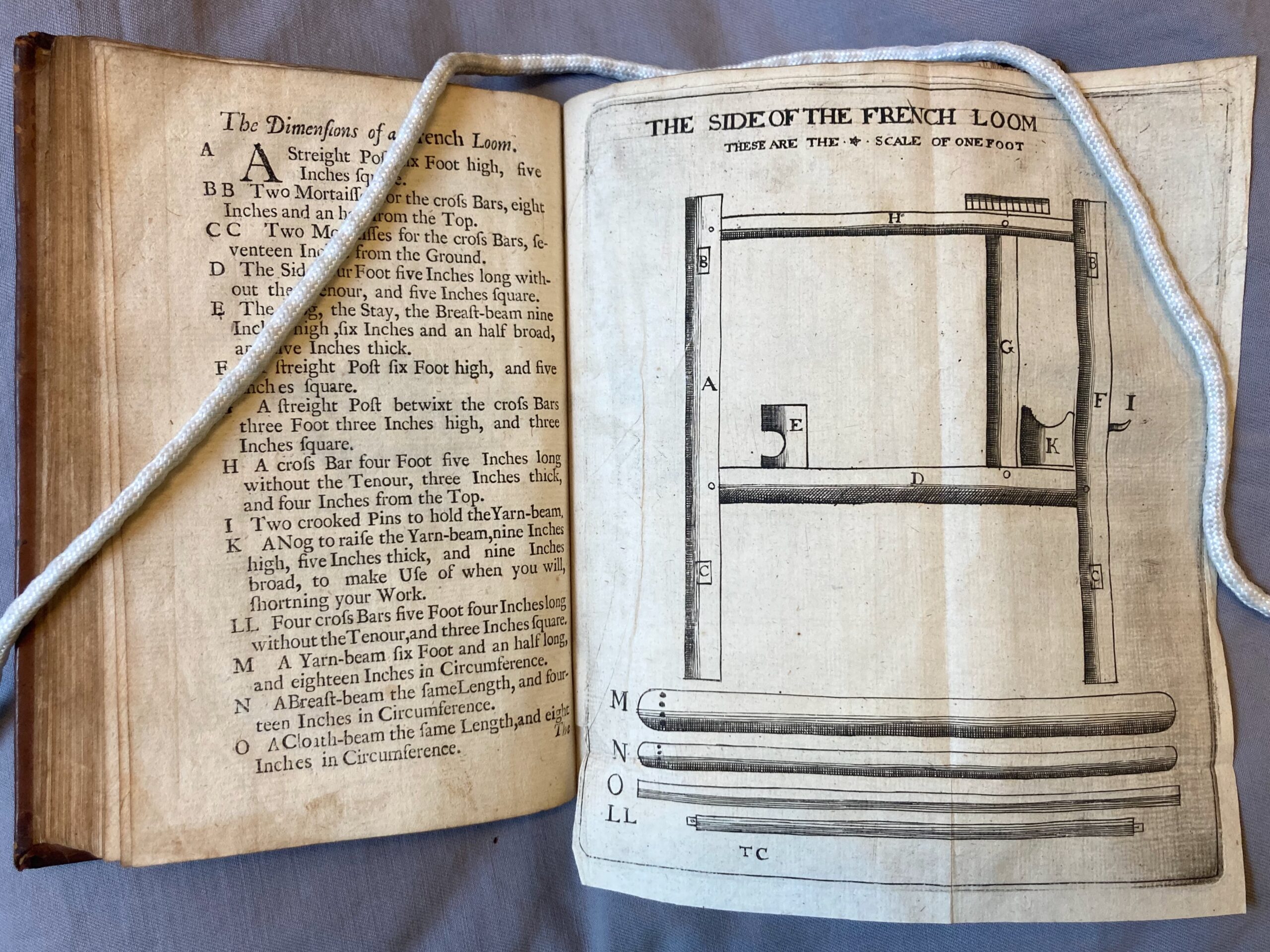
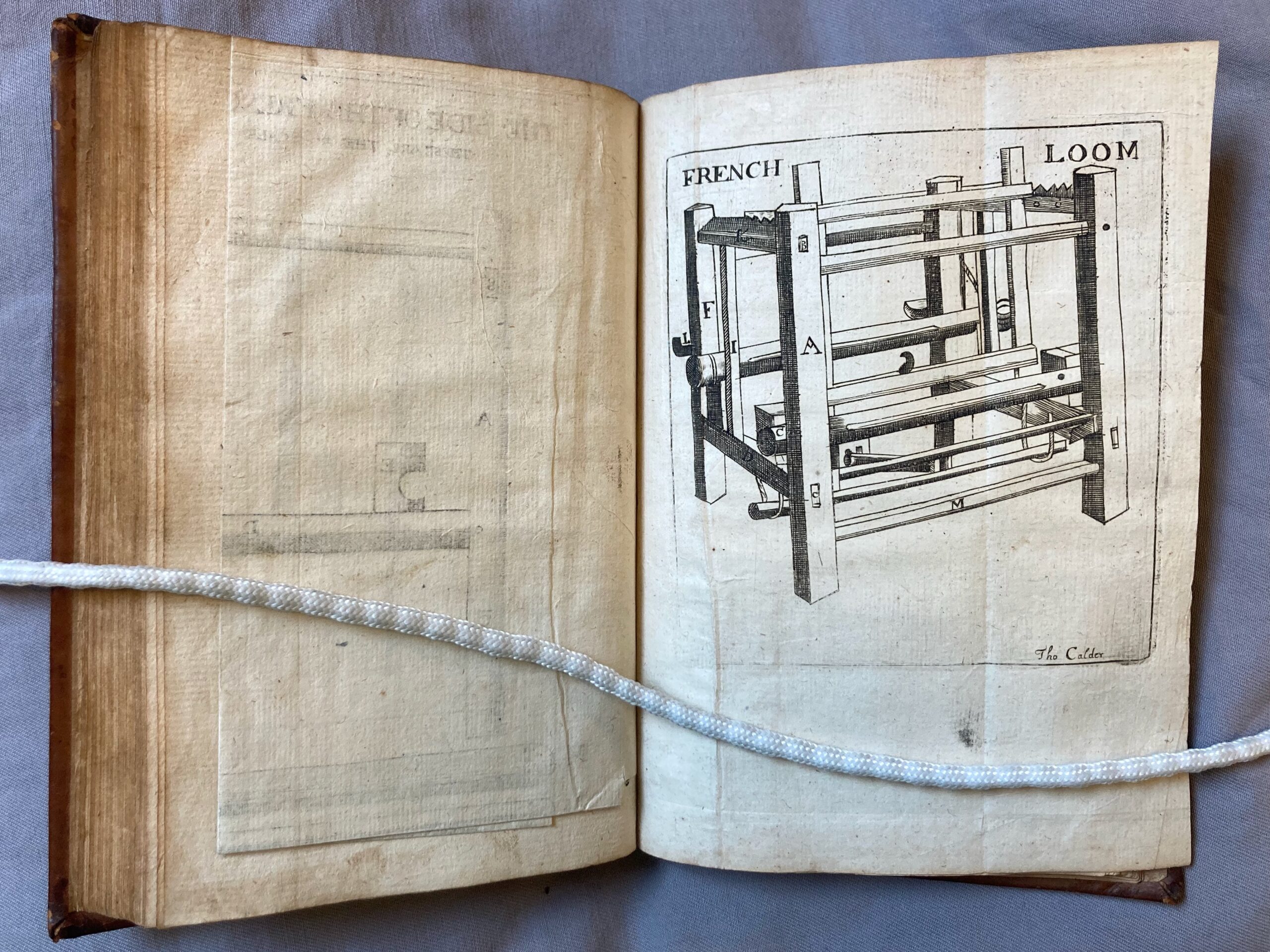
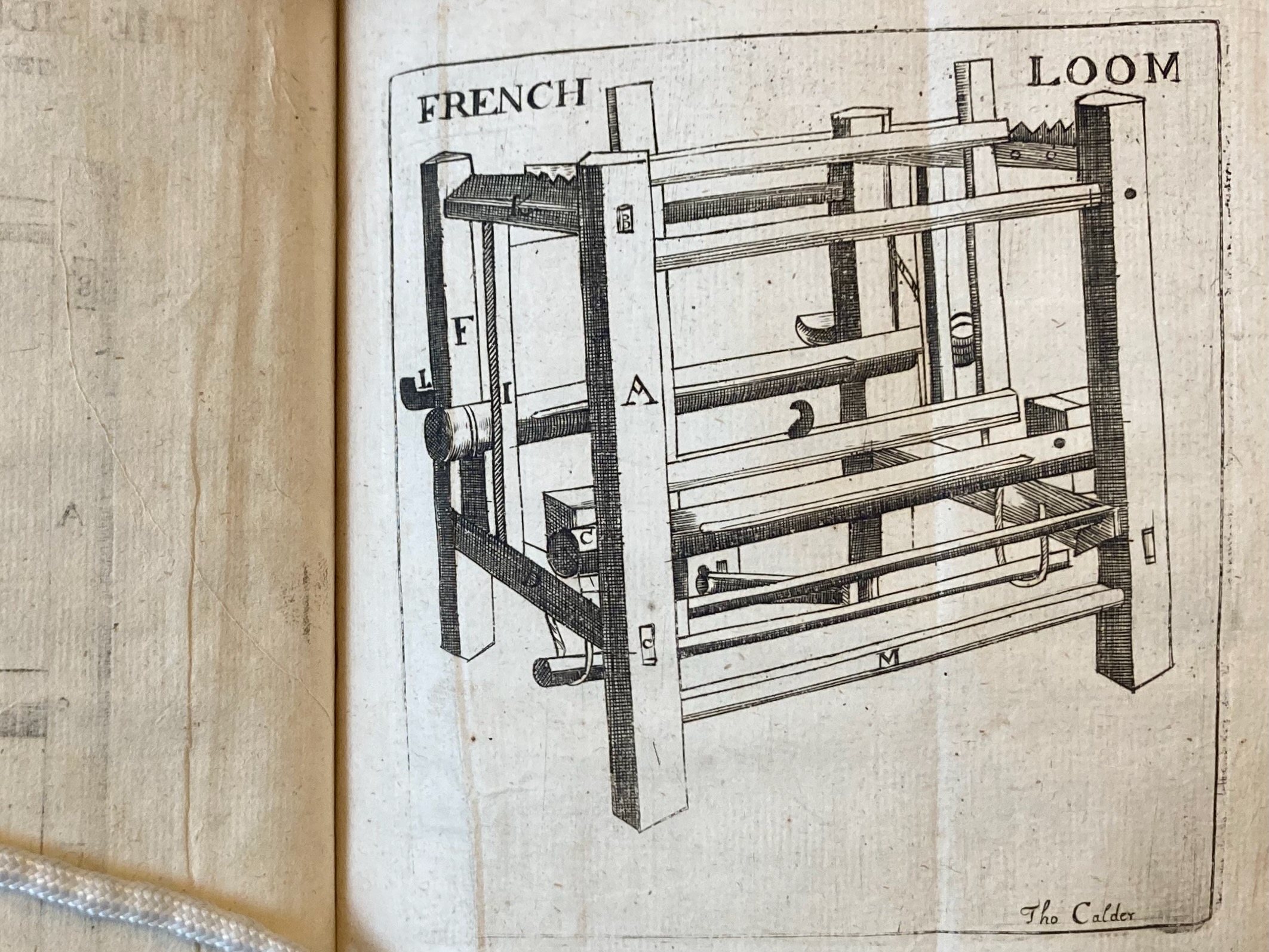
The book contains seven foldout plates with illustrations of French, Dutch and ‘Estille’ Looms, and flax dressing tools. I include photographs of the loom illustrations along with extracts dealing with their dimensions. I also inlcude extracts from Chap. VII: Concerning Weaving of Linnen-Cloth in Imitation of the Foreign Linnen.
Photographs courtesy of Senate House Library, University of London.
Illustration of the French Loom, from "A Treatise..." 1724
Illustration of the French Loom, from "A Treatise..." 1724
Illustration of the French Loom, from "A Treatise..." 1724
The French Loom
The Dimensions of a French Loom
A A Streight Post six Foot high, five Inches square. BB Two Mortaisses for the cross Bars, eight Inches and an half from the top. CC Two Mortaisses for the cross Bars, seventeen Inches from the ground. D The Side four Foot five Inches long without the Tenour, and five Inches square. E The Nog, the Stay, the Breast -beam nine Inches high, six Inches and an half broad, and five Inches thick. F A streight Post six Foot high, and five Inches square. G A streight post betwixt the cross Bars three Foot three Inches high, and three Inches square. H A cross Bar four Foot five Inches long without the Tenour, three Inches thick, and four Inches from the Top. I Two crooked Pins to hold the Yarn-beam. K A Nog to raise the Yarn-beam, nine Inches high five Inches thick, and nine Inches broad, to make Use of when you will, shortening your Work. LL Four cross Bars five Foot four Inches long without the Tenour, and three Inches square. M A Yarn-beam six Foot and an half long, and eighteen Inches in Circumference. N A Breast-beam the same Length and fourteen Inches in Circumference O A Cloth-beam the same Length and eight Inches in Circumference.
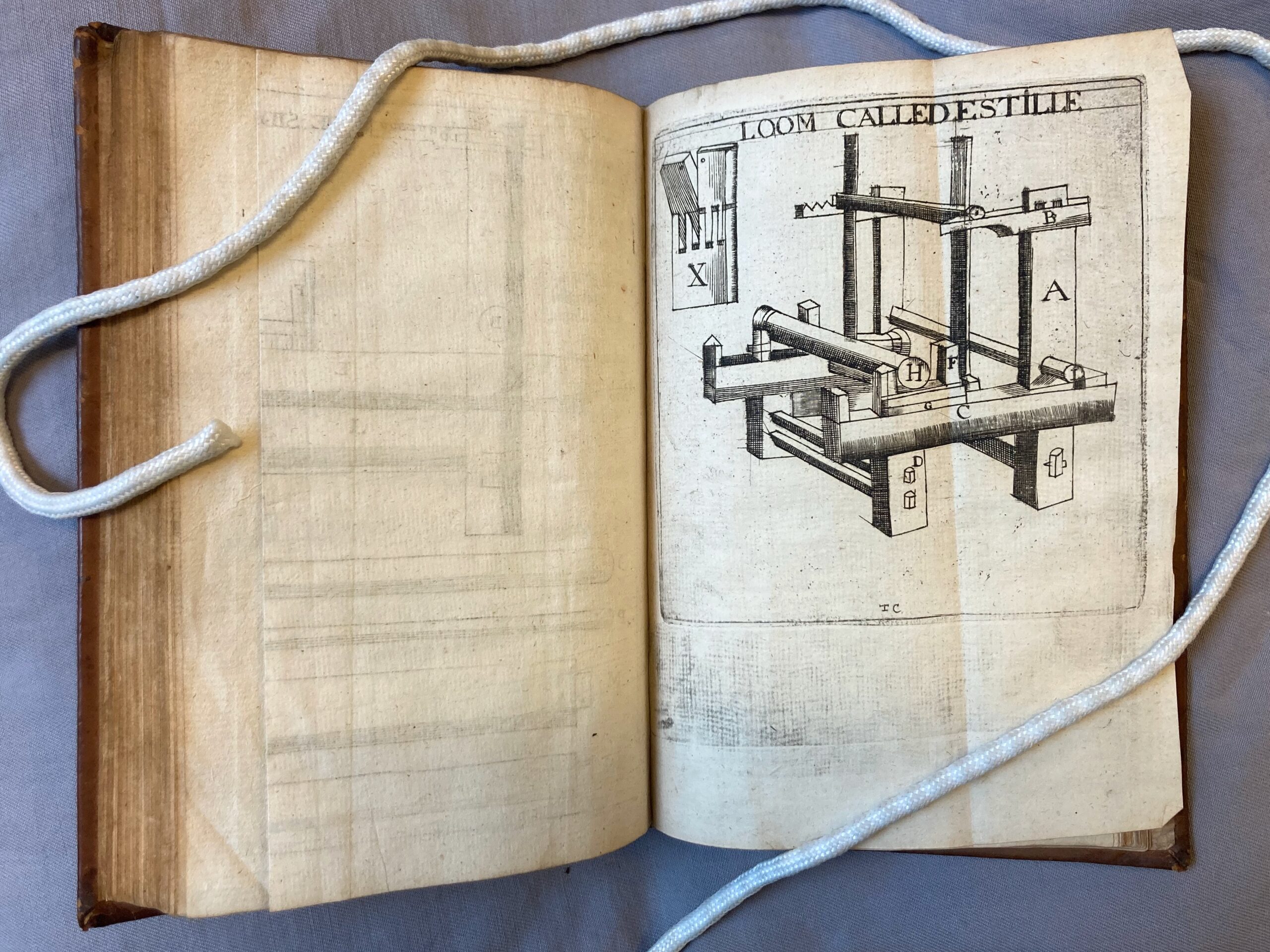
Illustration of the 'Estille' Loom, from "A Treatise..." 1724
Illustration of the 'Estille' Loom, from "A Treatise..." 1724
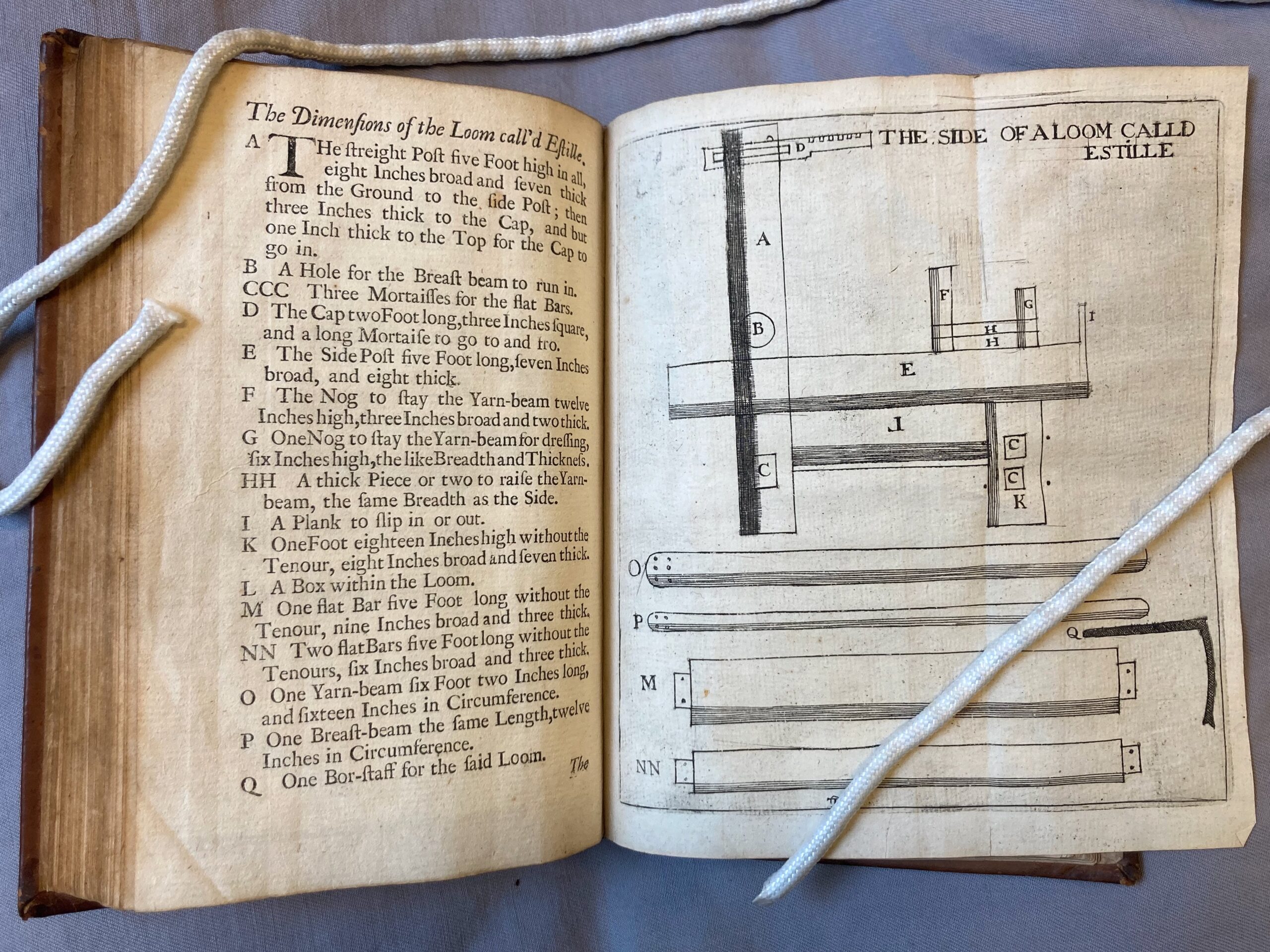
The Loom Called Estille
The Dimensions of the Loom call’d Estille.
A The streight Post five foot high in all, eight inches broad and seven thick from the Ground to the side Post; Then three Inches thick to the Cap, and but one Inch thick to the top for the Cap to go in. B A Hole for the Breast-beam to run in. CCC Mortaisses for the flat Bars. D The Cap two Foot long, three Inches square, and a long Mortaise to go to and fro. E The side Post five foot long, seven inches broad, and eight thick. F The Nog to stay the Yarn-beam twelve Inches high, three Inches broad and two thick. G One Nog to stay the Yarn-beam for dressing, five Inches high, the like Breadth and Thickness. HH A thick Piece or two to raise the Yarn-beam, the same Breadth as the Side. I A Plank to slip in or out. K One Foot eighteen Inches high without the Tenour, eight Inches broad and seven thick. L A Box within the Loom. M One flat Bar five Foot long without the Tenour, nine Inches broad and three thick. NN Two flat Bars five Foot long without the Tenours six Inches broad and three thick. 0 One Yarn-beam six Foot two Inches long, and sixteen Inches in Circumference. P One Breast-beam the same Length twelve Inches in Circumference. Q One Bor-staff for the said Loom.
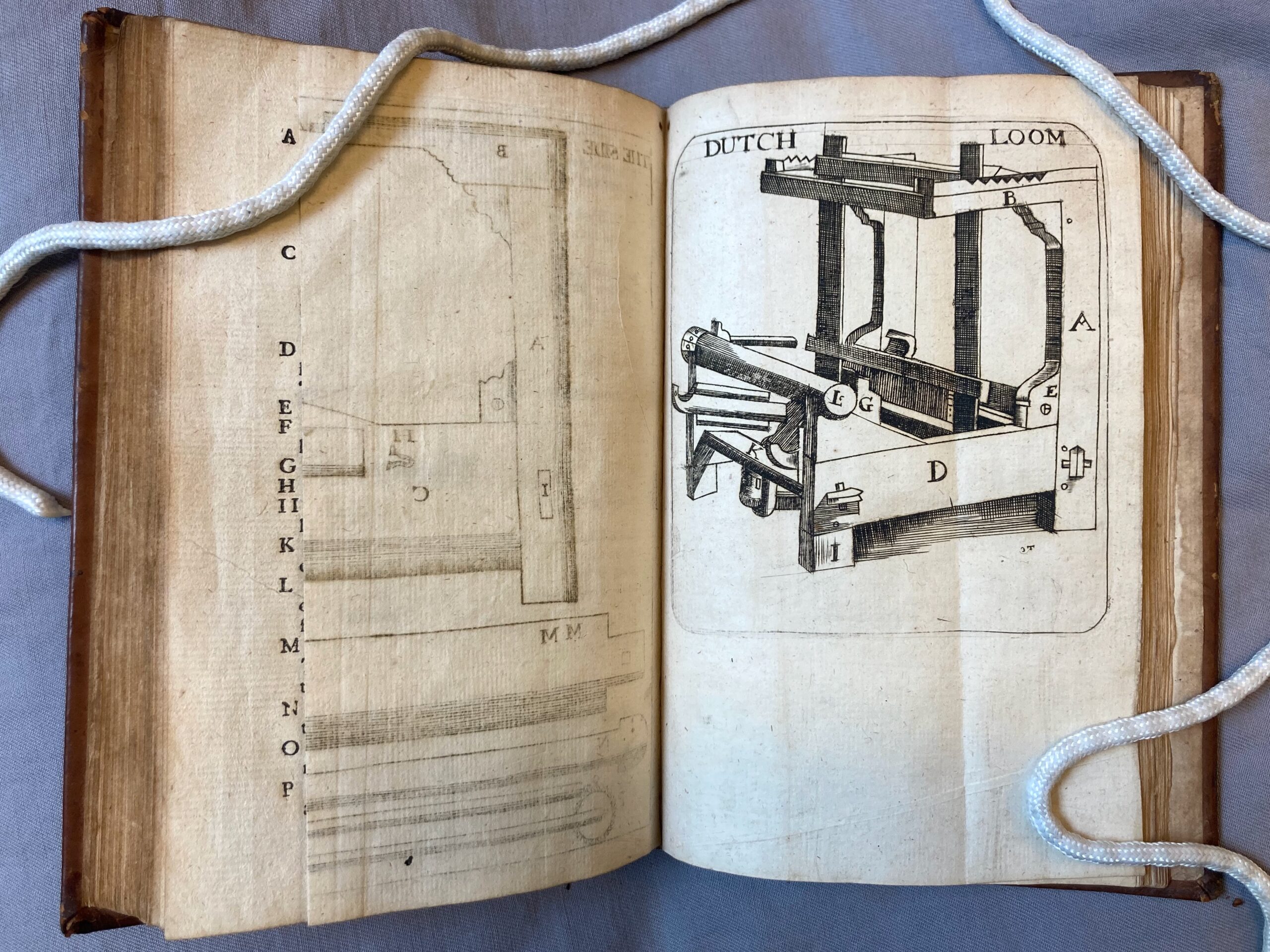
Illustration of the Dutch Loom, from "A Treatise..." 1724
Illustration of the Dutch Loom, from "A Treatise..." 1724
The Dutch Loom
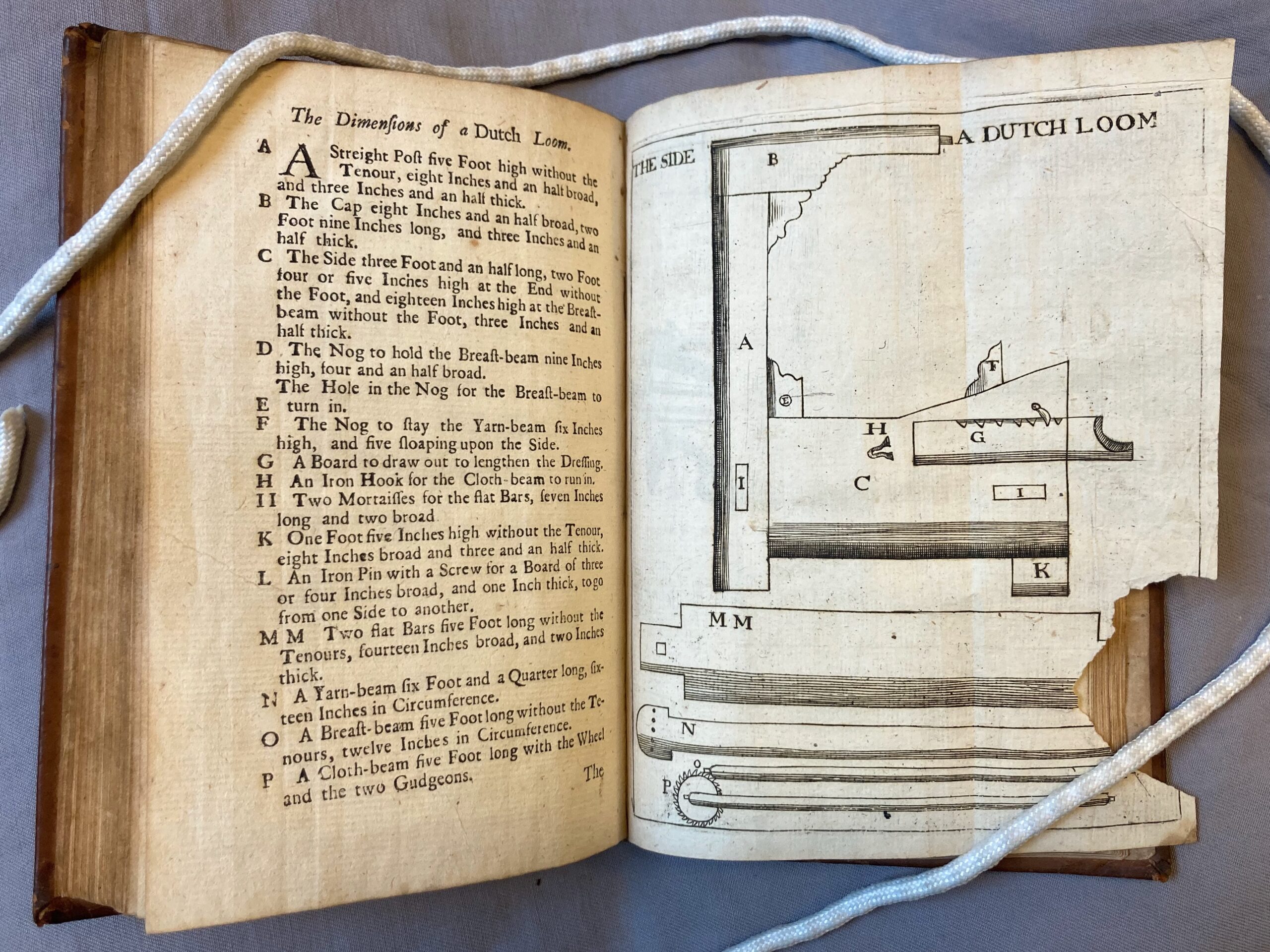
The Dimensions of a Dutch loom.
A A streight Post five Foot high without the Tenour, eight Inches and an half broad, and three Inches and an half thick. B The Cap eight Inches and an half broad, two Foot nine Inches long, and three Inches and an half thick. C The Side three Foot and an half long, two Foot four or five Inches high at the End without the Foot, and eighteen Inches high at the Breast-beam without the Foot, three Inches and an half thick. D The Nog to hold the Breast-beam nine Inches high, four and an half broad. E The Hole in the Nog for the Breast-beam to turn in. F The Nog to stay the Yarn-beam six Inches high, and five sloaping upon the side. G A Board to draw out to lengthen the Dressing. H An Iron Hook for the Cloth-beam to run in. II Two Mortaisses for the flat Bars, seven Inches long and two Foot broad. K One Foot five Inches high without the Tenour eight Inches broad and three and an half thick. L An Iron Pin with a Screw for a Board of three or four Inches broad, and one Inch thick, to go from one Side to another. MM Two flat Bars five Foot long without the Tenours, fourteen Inches broad, and two Inches thick. N A Yarn-beam six Foot and a Quarter long, sixteen inches in Circumference. O A Breast-beam five Foot long without the Tenour, twelve Inches in Circumference. P A Cloth-beam five Foot long with the Wheel and two Gudgeons.
Extracts from Chap. VII: Concerning Weaving of Linnen-Cloth in Imitation of the Foreign Linnen
Whereas a good Artist can never make commendable Goods with improper Tools, he that will weave good Linnen Cloth must suit his Looms to the Nature of the Cloth which he designs to make: As for Instance, he that would make a strong substantial Holland, can never do it with one of our Estilles or Flanders Looms: Or on the other Hand, he that would make a Cambrick, Baptist or Lawn, or French Holland, shall never make them on Dutch Looms: Therefore in Holland they have one Sort of Looms; In France and Flanders, where they make your plain, or spotted or strip’d Cambricks they have another Sort of Looms, which they call Estilles: in Normandy and Brittany in France they use also a third Sort of Looms: All these employ the Industry in different Sorts of Linnen Cloth, and have fined and refined thereon for many Hundreds of Years… The Structure of the Looms is so essential to your Work, that you will be convinced thereof by one single Instance.
2dly, suppose you were to weave the Linnen Cloth (commonly called Holland) in one of the Looms of this Kingdom; The Beams are set so far asunder, and the Loom itself so slight, (which can’t be otherwise, if you design therein ever to weave Woollen) that you can never make your Cloth firm and substantial; For the nearness of the two Beams in the Dutch Looms, makes the Warp lighter and firmer, and the force of the Leath is much greater on your Weft and strikes it closer with one Blow, than you could possibly do with many Strokes of your Leath in your ommon Loom. Wooden yarn or Worsted, can by no means bear such rough and hard Usage: therefore it is impossible to use one and the same Loom to both the Materials with good Success. But further, your Dutch Looms are made with a much greater Quantity of Timber than your common Looms of the Country are; which makes them firm, and unapt to shake or yield with the Force of your Work: whereas your Looms are made slight on Purpose, for the soft and tender Nature of your Woollen Materials.
3dly, The Dutch looms, as I have already observed, are proper for Holland Cloth, but no way proper for your fine Baptists, your French Hollands, your Cambricks, &c. each of which is made-up of finer Yarn than Holland Cloth is; therefore the Estilles are found by Experience to work such fine Yarn better.
4thly, there is yet a third Sort of Loom which is used in Normandy and Brittany in France, which differs in its Structure from that of Holland, because the Cloths they make in those Provinces are never fine: Such Differences as there is in their Looms I will acquaint my Reader withal, and make him best comprehend by the help of the Models engraved at the end of this Book, and the Notes thereon, to which I refer him.
5thly, your next care is to make choice of your Reeds, to the Ends that the Teeth be even, and not too thick; therefore good Reed-makers ought to be encourag’d. It is impossible to make a good Cloth in an unequal and uneven Reed; Neither can the best Workmen in the World make a good Cloth without good Geers which are but badly made in this Kingdom: the Geers generally used in Ireland, are made of over-coarse Thread for weaving of extreme fine Yarn. Coarse Geers are stiff and over-labours your Yarn that runs between the Threads your Geers are made of: it is much better to have Geers that are too fine than two coarse; For the Cloth will last longer by so much as you save and keep your Yarn from breaking and consequently recommend your goods to the Buyers; And you will save your selves much Labour and Time, which would be taken up in Knoting your Warp at every Turn.
6thly, the way of dressing the Yarn in the Loom while it is weaving, is extreamly bad in Ireland; For they make a Stuff of Water and Meal, without Judgement, wherewith they stiffen their Warp; now in France and Flanders &c. they are extreamly curious in the making that Stuff wherewith they dress their Warp; I have therefore given them here the Way of making of it. They must take as much Wheat-flower, and mingle it with cold Water, as will make the Water as thick as Past; this they must boil in the Fire for two Hours at the least, taking Care all that Time to keep it stirring, that it does not burn: If it becomes too thick or too thin, they may help it by adding thereto more water or more flower as occasion is; but then they must (after such addition) boil it at least half an Hour: when it has boiled sufficiently, pour it into a clean Earthen Vessel; where you ought to let it stand till cold: When it is cold, you may make a Hole therein sufficient for you to put some part of your old four dressing Stuff, thereby to leaven the rest, which will set it a Working: When it has fermented for five or six Days, or more, then incorporate the whole together, and use it as you have Occasion. Note, that the older and staler your dressing Stuff is, it is so much the better; wherefore you would always to have a quantity before-hand of it.
8thly, your Weft ought to be always somewhat finer than your Warp. Let the Weaver hold his foot firmly and strongly on his Treadles whilst he weaves, and likewise be careful each Time he throws the Shuttle, that he draws the Thread straight and light to the Cloth he weaves before he strikes with the Leath, or removes his Feet: this will spare him a great deal of Yarn in his Weft, and make his Cloth firm and lasting. There’s but one Thing more that is requisite to be spoken of in reference to the weaving Part of fine Linnen, that at present occurs to my Memory; which is that each Weaver in this Kingdom, who designs to follow that way of Trade, ought to have a Cellar (or some such Place) under Ground to work in; for it is impossible for any man (were he the best Artist in the world) to weave fine Linnen Yarn, unless it be in a close Place; but that the Weather shall affect such Yarn, and cause it to break and snap every Moment.
This post is about the handloom from North Lopham, Norfolk, now in the collection of Bankfield Museum in Halifax. This old loom has been in storage since it was acquired in 1925 following the closure of T.W. & J. Buckenham, manufacturer of the finest linen in England. I am grateful to the curators for facilitating my visit to take photographs and measurements in May 2023.
Linen loom from North Lopham, Norfolk (Courtesy of Bankfield Museum, Halifax)
Linen loom from North Lopham, Norfolk (Courtesy of Bankfield Museum, Halifax)
Linen loom from North Lopham, Norfolk (Courtesy of Bankfield Museum, Halifax)
The village of North Lopham in Norflok was the last place in England where linen was manufactured on handlooms. The knowledge and skills needed to bring out the inherent beauty of this notoriously difficult material had evolved over centuries, handed down from generation to generation. (See this post for more about Lopham Linen.) When production ceased, and the old weavers died, much of this knowledge was lost. The tools they used, however, can provide some insights into their methods.
When T.W. & J. Buckenham, the last of the Lopham linen manufacturers, closed in 1925, some of the looms were acquired by museums. The only one I have been able to trace went to Bankfield Museum (part of Calderdale Museums) in Halifax. In May 2023 I visited the storage facility where it has lived for most of the last century. It is the biggest loom I have ever seen, with some unique and fascinating characteristics.
The loom, which I refer to as the Bankfield loom, appears never to have been catalogued or displayed to the public. The museum curators once descibed it as “basically in 18th century type of loom with twenty sets of heddles selected and lifted by ‘witch’ engine, worked by a single treadle.”1 It was described by Percy Beales as “the most interesting of all” the Lopham looms (see this post for more about Percy Beales).
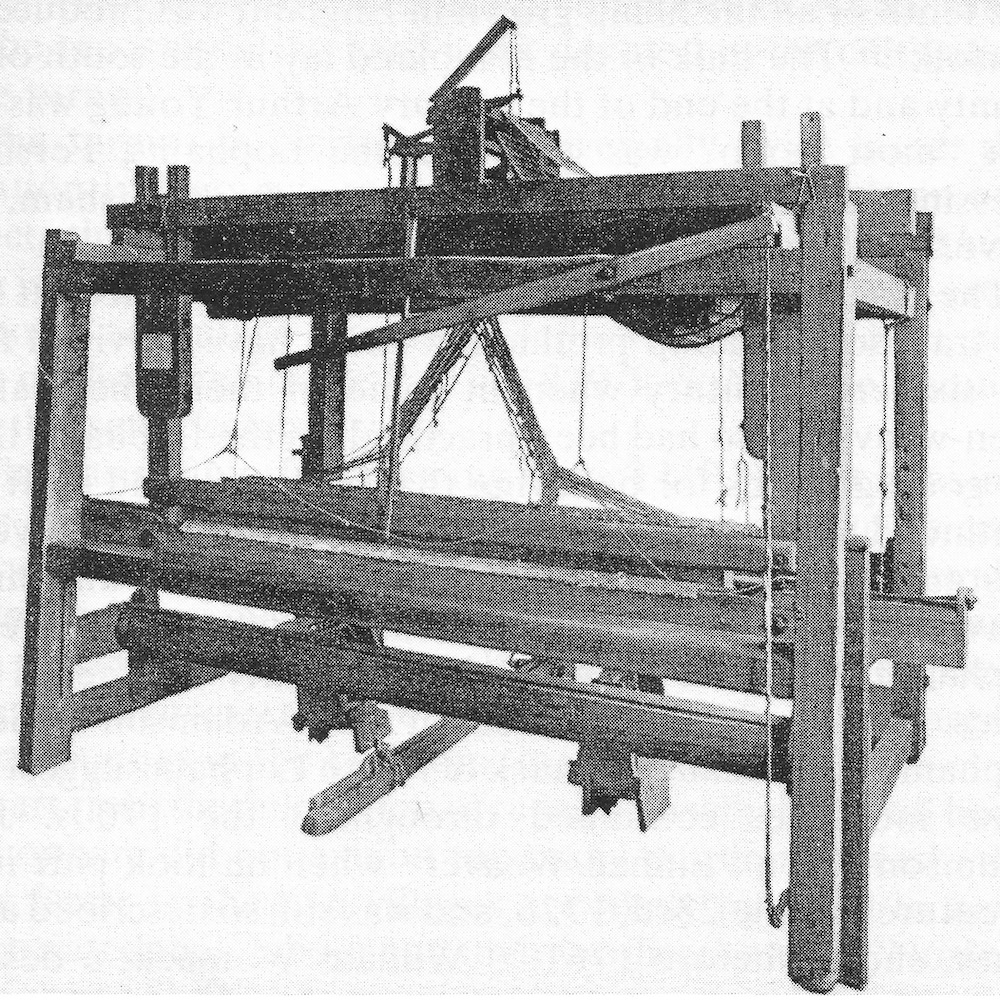
Photograph of the Bankfield Loom from Michael Friend Serpell (1980), "A History of the Lophams".
The photograph above is included in Michael Serpell’s book A History of the Lophams with the caption: “18th century hand-loom from North Lopham Limes. Now at Bankfield Museum, Halifax. By courtesy of the Calderdale Museums Service”.2 In the photograph the loom appears to be in full working order, suggesting it was photographed in North Lopham or re-assembled and set up in Halifax before being put into storage.
Any further information must be gleaned from a study of the loom itself. I have arranged my photographs to focus on the following:
The construction of the loom’s timber frame, with overall dimensions.
The batten or lathe assembly, including the fly-shuttle arrangement,
the cloth beam and warp beam, with brake mechanisms.
the ‘witch engine’ shedding device, harness and heddles.
Detail, top of corner post.Linen loom from North Lopham, Norfolk (Courtesy of Bankfield Museum, Halifax)
Detail, base of corner post.Linen loom from North Lopham, Norfolk (Courtesy of Bankfield Museum, Halifax)
Detail, junction of corner post and breast beam.Linen loom from North Lopham, Norfolk (Courtesy of Bankfield Museum, Halifax)
Loom Frame and overall dimensions
The loom frame has a straight-forward ‘four-post’ configuration, with a full-height post at each corner. This type of loom was often referred to as the ‘Old English Loom’, although there is nothing peculiarly English about it and looms of this type were found all over Europe.3 These looms are very sturdy, able to withstand the high tension and heavy beating needed for linen weaving. They tend to be deep from front to back, with a large distance between the warp beam and the heddles, and with open sides giving easy access to the warp for the application of a starch dressing.
The timber for the frame appears to be pine. The unusually wide frame is 272cm (8′ 11″ inches) wide and 172cm (5′ 8″) deep, measured from the outsides of the corner posts, which are about 181cm (5′ 11″) tall.
The corner posts are about 15cm (6″) deep and 10cm (4″) wide. The bases are irregular and appear to have decayed. Damp conditions are beneficial to linen weaving, and old linen looms were often set into earthen floors and therefore prone to rot.
The main joints are mortise and tenons, with a double tenon joining the breast beam to the corner posts. Some of these joints are strengthened with quare-headed iron bolts.
Detail showing batten with swords detached from loom frame.Linen loom from North Lopham, Norfolk (Courtesy of Bankfield Museum, Halifax)
Detail of forked sword.Linen loom from North Lopham, Norfolk (Courtesy of Bankfield Museum, Halifax)
Detail, junction of sword and reed cap.Linen loom from North Lopham, Norfolk (Courtesy of Bankfield Museum, Halifax)
Detail, fly-shuttle box.Linen loom from North Lopham, Norfolk (Courtesy of Bankfield Museum, Halifax)
Detail, fly-shuttle picker.Linen loom from North Lopham, Norfolk (Courtesy of Bankfield Museum, Halifax)
Detail, fly-shuttle box.Linen loom from North Lopham, Norfolk (Courtesy of Bankfield Museum, Halifax)
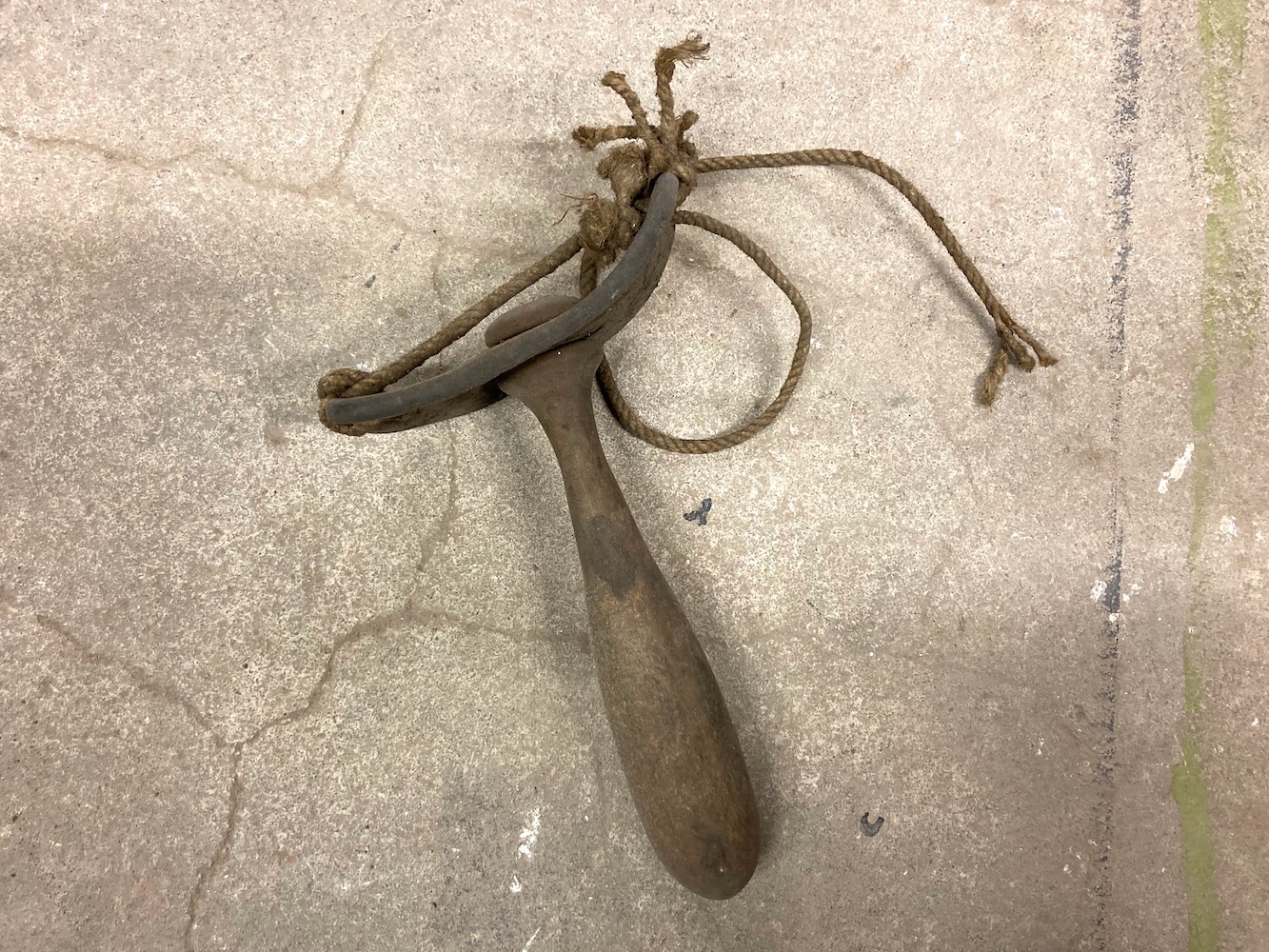
Detail, picking stick.Linen loom from North Lopham, Norfolk (Courtesy of Bankfield Museum, Halifax)
Batten and fly-shuttle assembly
The heavy batten (or lathe, or lay) assembly has been detached and no longer swings. It is unusual in having forked ‘swords’ each made from three pieces of timber. In the old museum photograph it can be seen hanging from supplementary beams whose ends sit on the cross rail running across the loom above the weaver’s head. It is curious that the swords do not straddle the top of the loom’s side frame as I would expect, suggesting that perhaps it had once belonged to a slightly narrower loom.
The loom is fitted with a fly-shuttle assembly. The pickers for propelling the shuttle along the race are made from three pieces of thick leather sliding along an iron rod (very similar to the pickers on one of the damask looms in the Irish Linen Centre in Lisburn). The cords tying the pickers to the batten and the picking stick have perished, and the picking stick, once held in the weaver’s hand, is detached and lies among other odds and ends in a box on the floor.
Detail, cloth beam ratchet.Linen loom from North Lopham, Norfolk (Courtesy of Bankfield Museum, Halifax)
Detail, cloth beam.Linen loom from North Lopham, Norfolk (Courtesy of Bankfield Museum, Halifax)
Detail, warp beam.Linen loom from North Lopham, Norfolk (Courtesy of Bankfield Museum, Halifax)
Detail, warp beam.Linen loom from North Lopham, Norfolk (Courtesy of Bankfield Museum, Halifax)
Detail, warp beam.Linen loom from North Lopham, Norfolk (Courtesy of Bankfield Museum, Halifax)
Cloth beam & warp beam
The cloth beam is about 17cm (7″) in diameter, fitted with an iron ratchet brake at the right-hand end. The ratchet wheel is about 29cm (12″) in diameter and has roughly 100 teeth. The beam has an iron axle whch rests in mortises in the loom frame.
The warp beam is of similar dimensions to the cloth beam, and also has an iron axle. There is a slot running the length of the beam to accept a thrum stick at the end of the warp. The axle at one end of the beam turns in a wooden bearer which can be raised or lowered to adjust the height of the beam. The axle at the other end rests in an iron bearer which can also be adjusted vertically. At this end the beam is fitted with a ratchet brake 36cm in diameter with 44 teeth. A label attached to the ratchet wheel indicates it was made by Garside & Derring, Brassfounders of Halifax, suggesting it was fitted after removal from Lopham, perhaps as a replacement for a broken one. The ratchet wheel was braked with a pawl lever on the under-side. A broken cord is tied to the end of the pawl, alothough it is not clear how this was operated.
It is not immediately obvious how the warp was advanced. The museum photograph shows a long wooden lever pivoted on the upper front cross rail. The lever’s handle is above the weavers head to the left, and its other end is attached to a cord running down to a metal lever near the foot of the right front-post. It is likely that this was part of a ratchet mechanism which turned the cloth beam when the handle over the weavers head was pulled down. A similar ratchet system exists on the linen looms in Lisburn and the Ulster Folk Museum, though without the long wooden lever. The Bankfield loom is much wider, making it difficult for a weaver to lean down to reach the lower lever, hence the need for the second overhead lever.
Detail, witch engine.Linen loom from North Lopham, Norfolk (Courtesy of Bankfield Museum, Halifax)
Detail, witch engine.Linen loom from North Lopham, Norfolk (Courtesy of Bankfield Museum, Halifax)
Detail, coupers.Linen loom from North Lopham, Norfolk (Courtesy of Bankfield Museum, Halifax)
Detail, coupers.Linen loom from North Lopham, Norfolk (Courtesy of Bankfield Museum, Halifax)
Detail, heddle sticks.Linen loom from North Lopham, Norfolk (Courtesy of Bankfield Museum, Halifax)
Witch engine and harness
Sitting on top of the loom in the centre is a ‘witch engine’ operating 20 heddle shafts. A witch engine is similar to a dobby mechanism (according to some authorites a witch is a just a different name for a dobby). Both are mechanisms for selecting and lifting a number of shafts, using a single treadle. According to John Tovey’s (1965) The Technique of Weaving: “The difference between the dobby and the witch lies in the selection mechanism. The dobby has large square pegs set in large holes, and the pegs push the hooks off the lifting knife, the witch has fine straight pegs like match sticks and the hooks are pushed onto the lifting knife.” 4
The frame of the witch engine appears to be hardwood of a finer construction than the rest of the loom, and is almost certainly a later addition. Some components, including the ‘lags’ holding the pegs, are missing.
The hooks of the witch engine are still tied to 20 ‘coupers’ immediately below it. The coupers are pivoted at the left-hand end. The cords which would have connected the coupers to the heddle shafts have been cut, but the museum photograph shows how each shaft was tied at four points along the length.
The intricately tied heddle shafts now lie in a heap between the batten and the cloth beam.
Uses?
I am unsure what kind of linen was woven on this loom. Norfolk Museums hold a collection of Lopham linen (see my post), consisting mainly of fine damask tablecloths and huckaback towelling. Damask required a Jacquard loom, while even the most complicated of the huckaback could be made on a loom with only five shafts. The Bankfield loom, with twenty shafts, is capable of making very wide cloth of a complexity somewhere between the huckaback and the damask. The Thomas Jackson manuscript, written in Yorkshire in the eighteenth century, contains drafts for fancy linen twills needing 16 shafts, while the Ralph Watson manuscript c.1800 includes drafts for ‘damask diaper’ needing 15, 20, 25 or 30 shafts. According to White’s Directory for Norfolk of 1854, “the two villages (North & South Lopham) have long been celebrated for the manufacture of linen, and though little yarn is now spun here by hand-wheels, there are upwards of 100 looms employed weaving sheeting, diaper and huckback, etc., which are mostly sold unbleached by the manufacturers.”5 Perhaps the Bankfield loom was chiefly used for making some kind of ‘diaper’, perhaps a fancy twill like those in the Thomas Jackson manuscript, or a damask diaper as woven by Ralph Watson, although I am not aware of any cloth quite like this from Lopham in the collection of Norfolk Museums to help substantiate this.
Notes
Michael Friend Serpell (1980): A History of the Lophams. p.198
Ibid., 112.
see for example Luther Hooper (1910) Handloom Weaving Plain & Ornamental. p. 88.
John Tovey (1965) The Techniques of Weaving. p.15-16.
The quote from White’s Directory is taken from a newspaper cutting c1930s, preserved in the Rita & Percy Beales archive in the Crafts Study Centre: RPB 2/1/4.