Late last year I finally made it to the North Yorkshire County Records Office to look at the manuscript known as The Weaver’s Guide: Linen Designs by Ralph Watson of Aiskew. In this post I share some photographs of the manuscript, along with some background about Ralph Watson and my speculations on the techniques he may have used. I have written before about how I first learnt about the manuscript, back in 2020, and about some cloth I made from one of Ralph Watson’s drafts in 2021 & 2022.
The manuscript
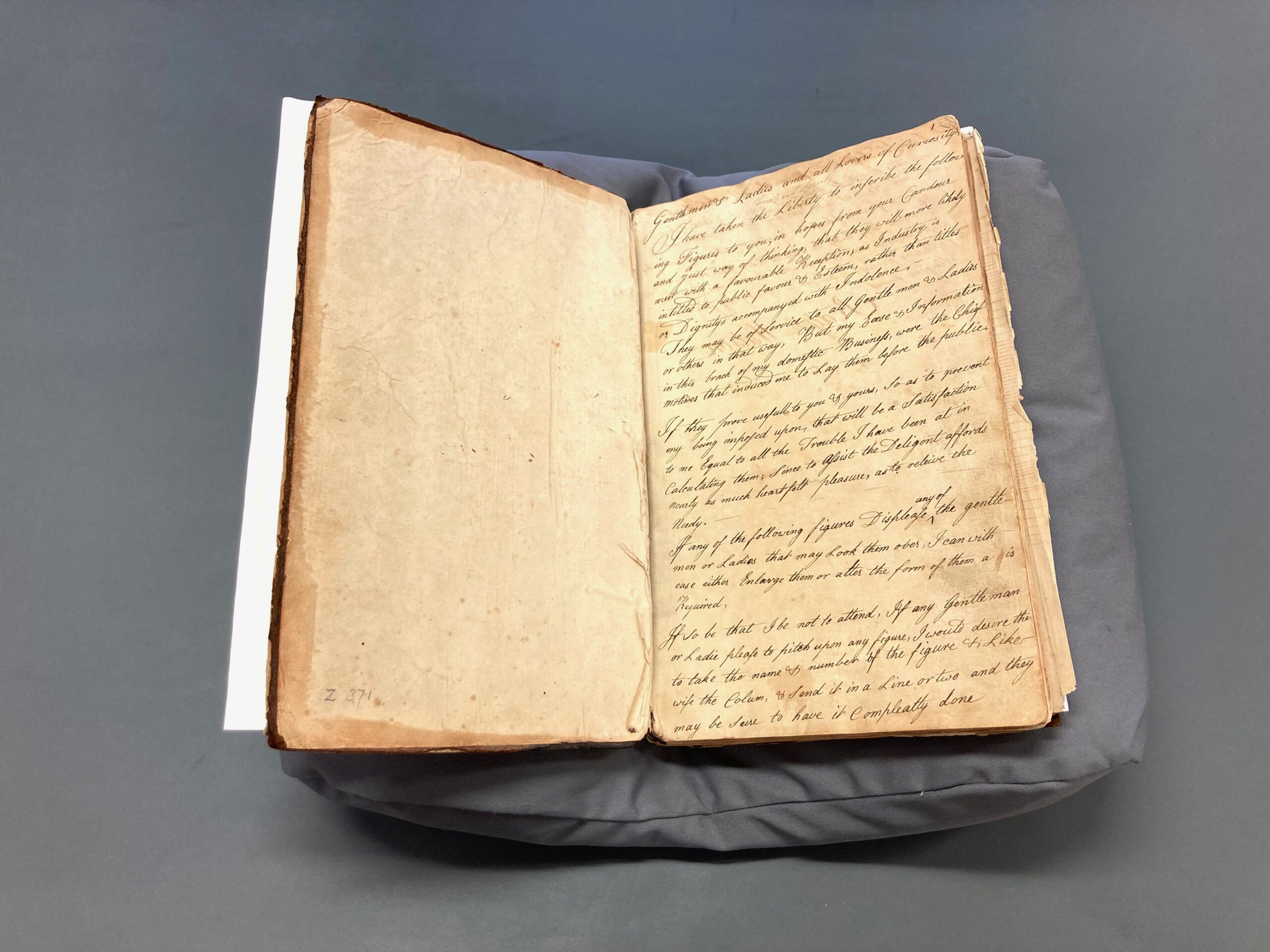
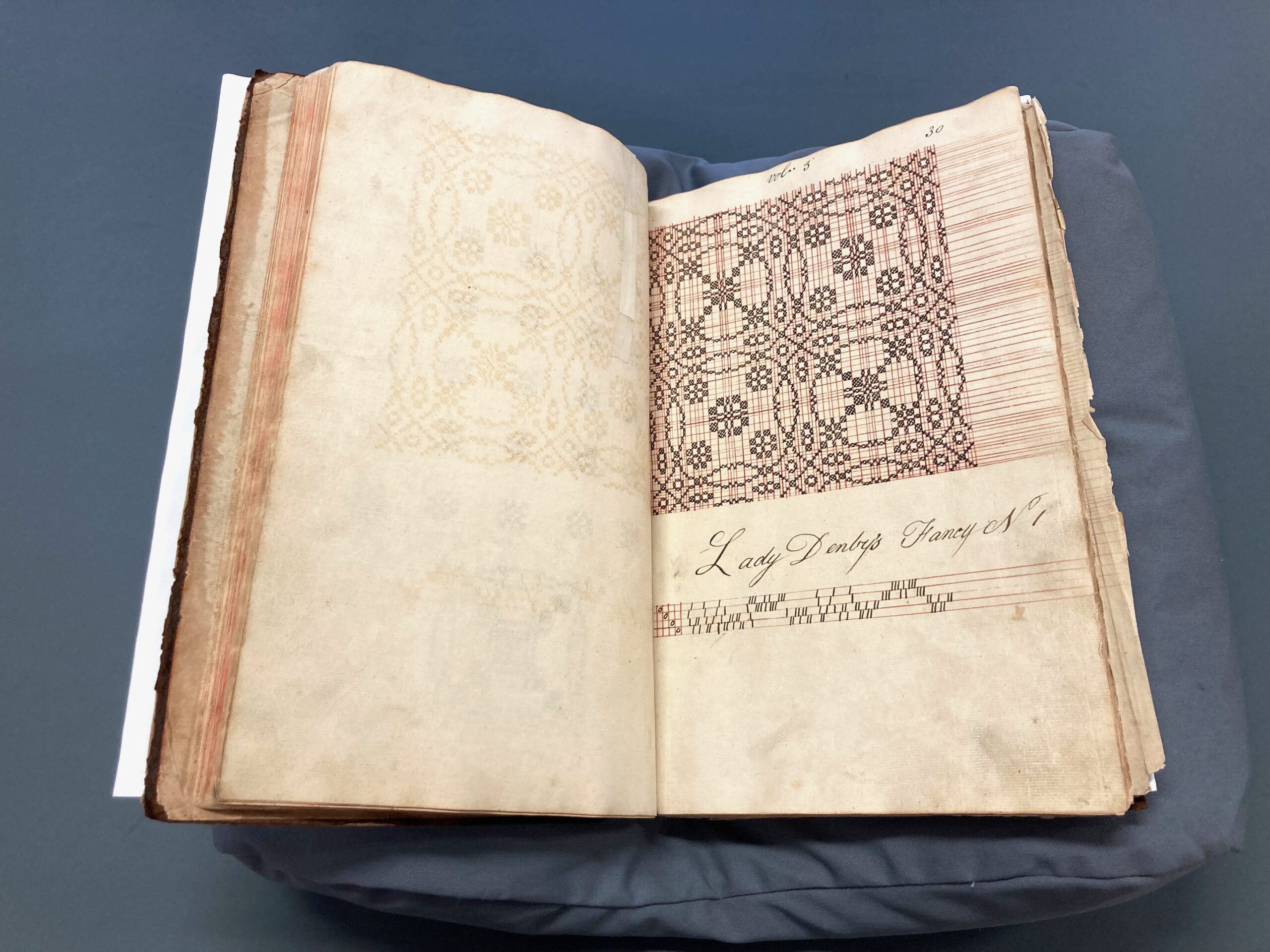
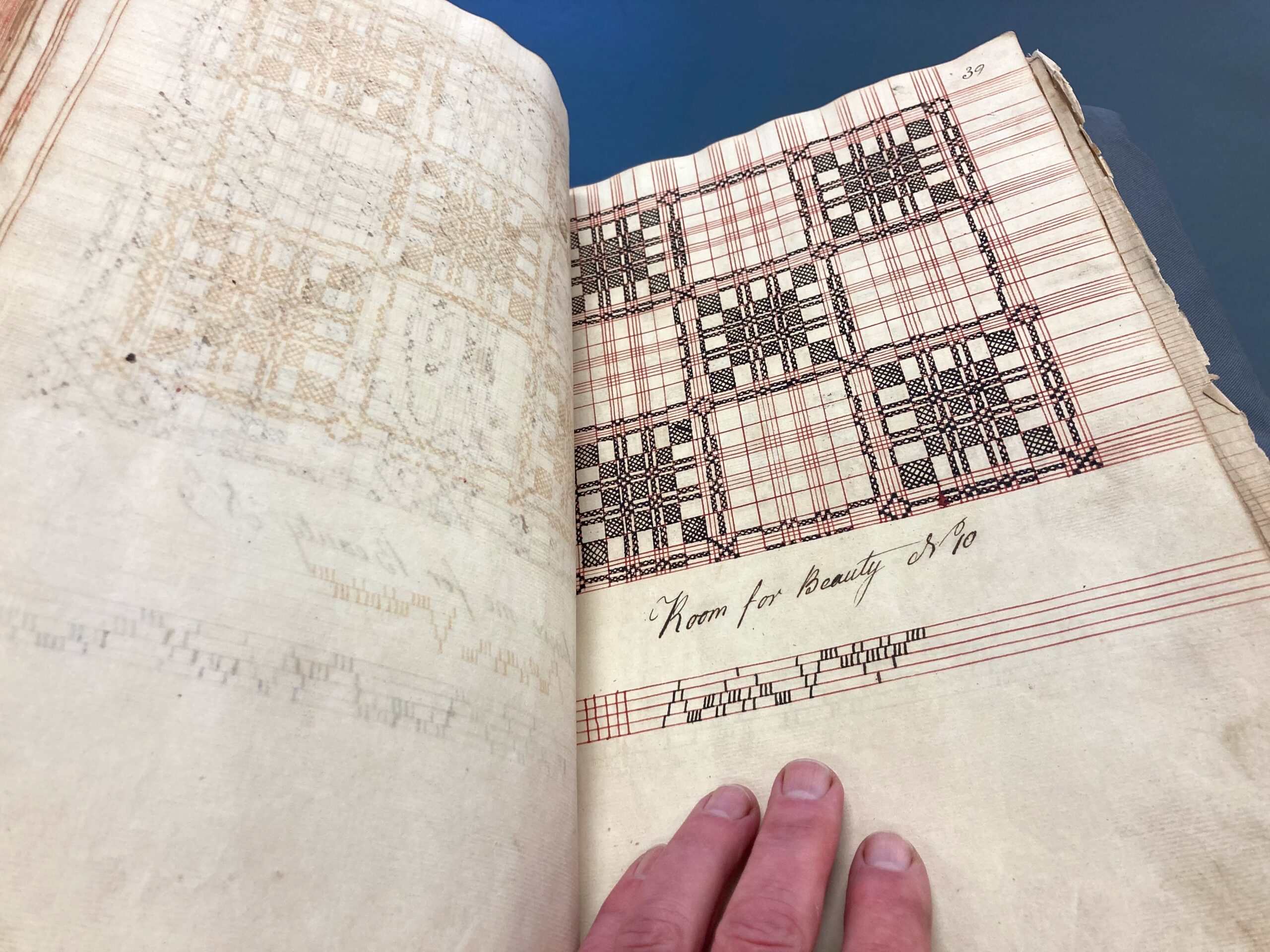
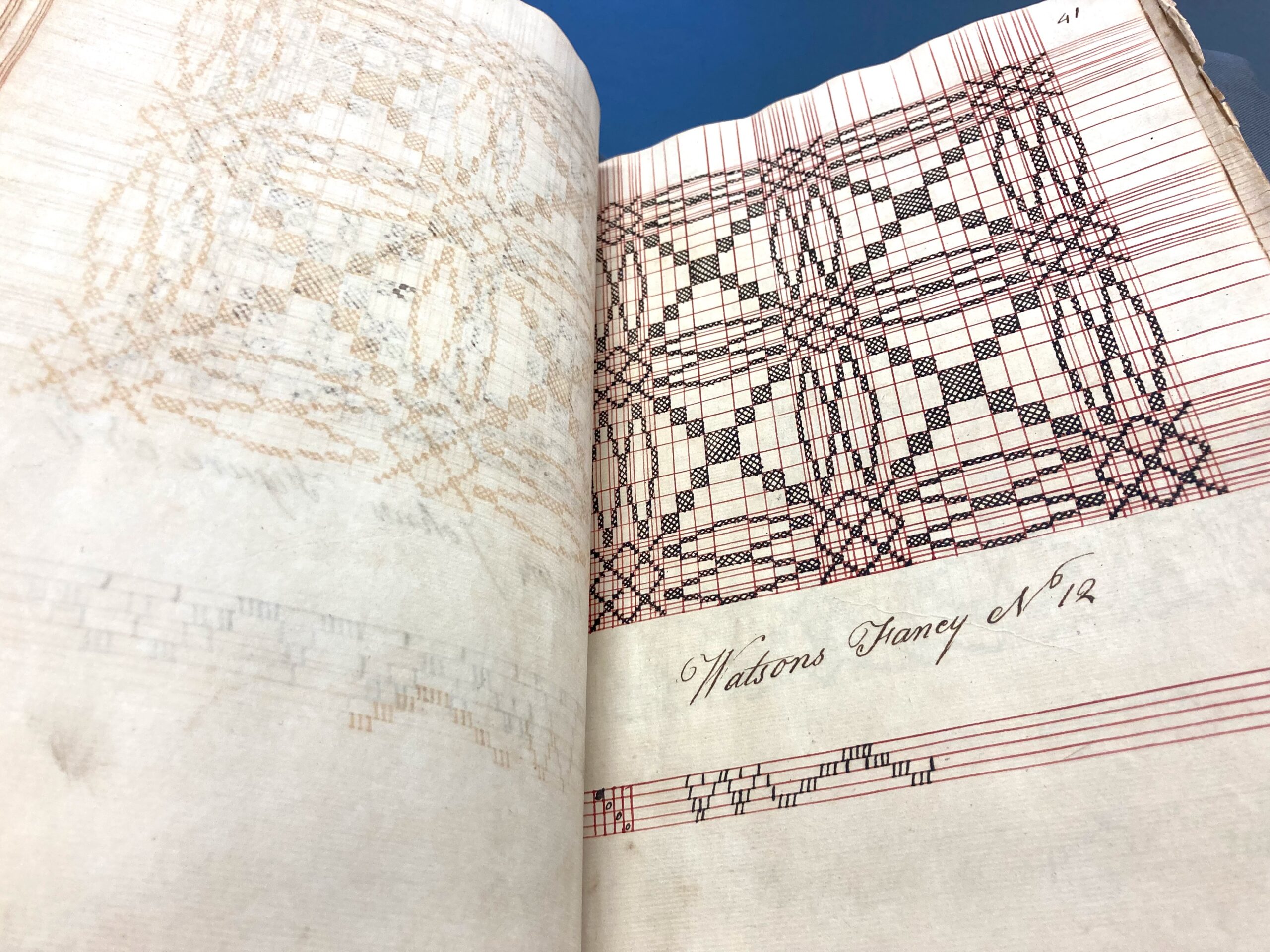
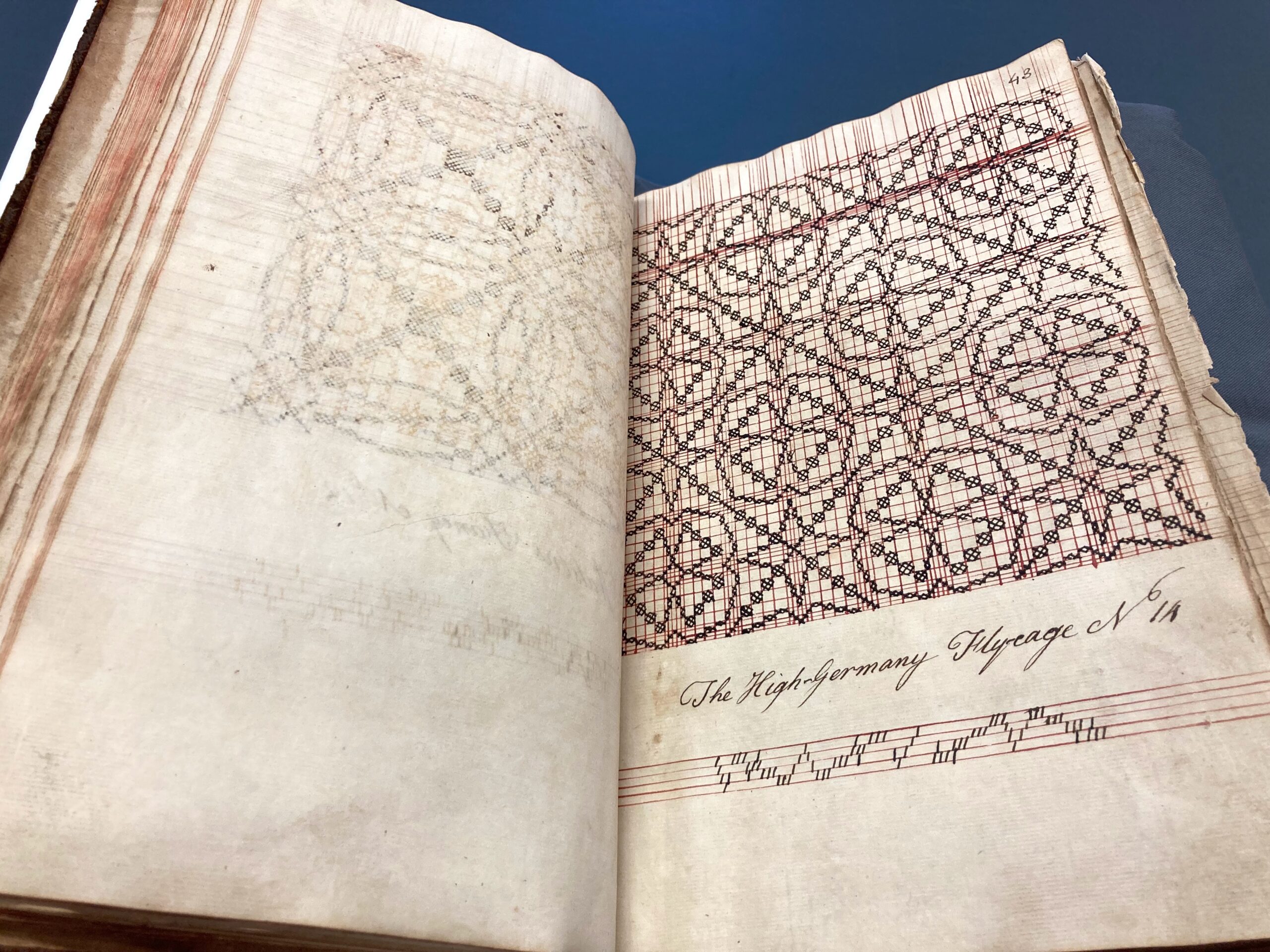
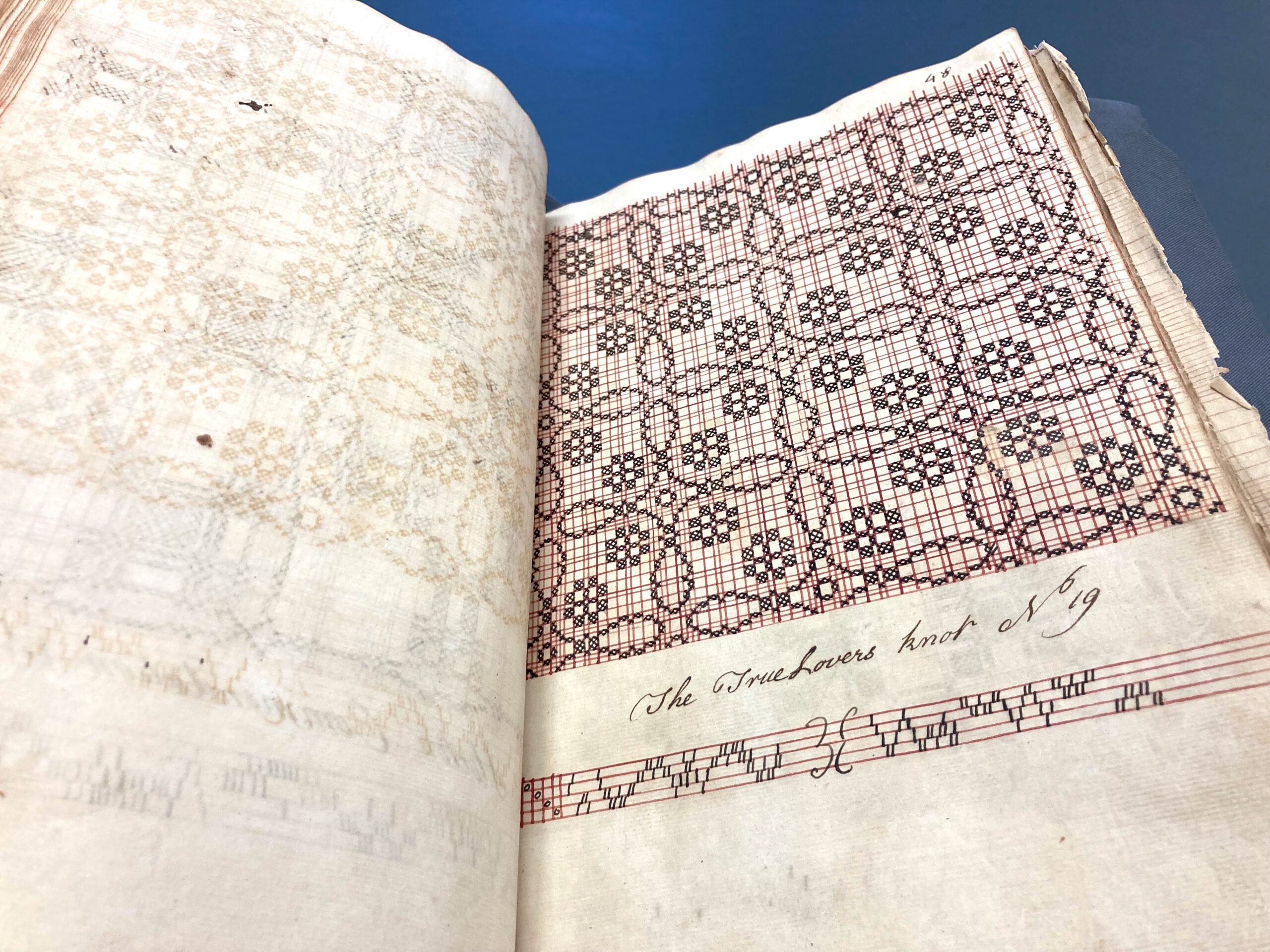
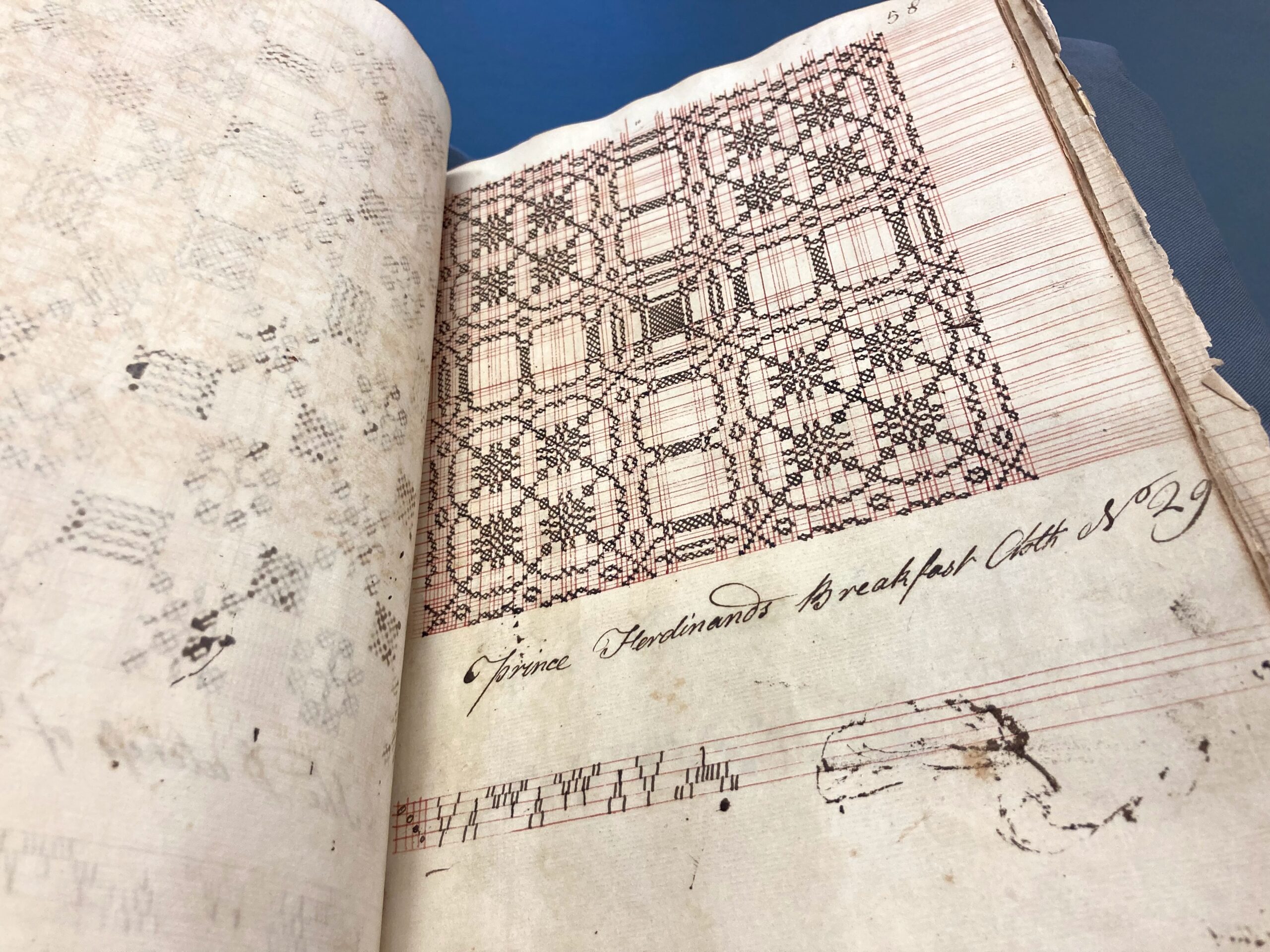
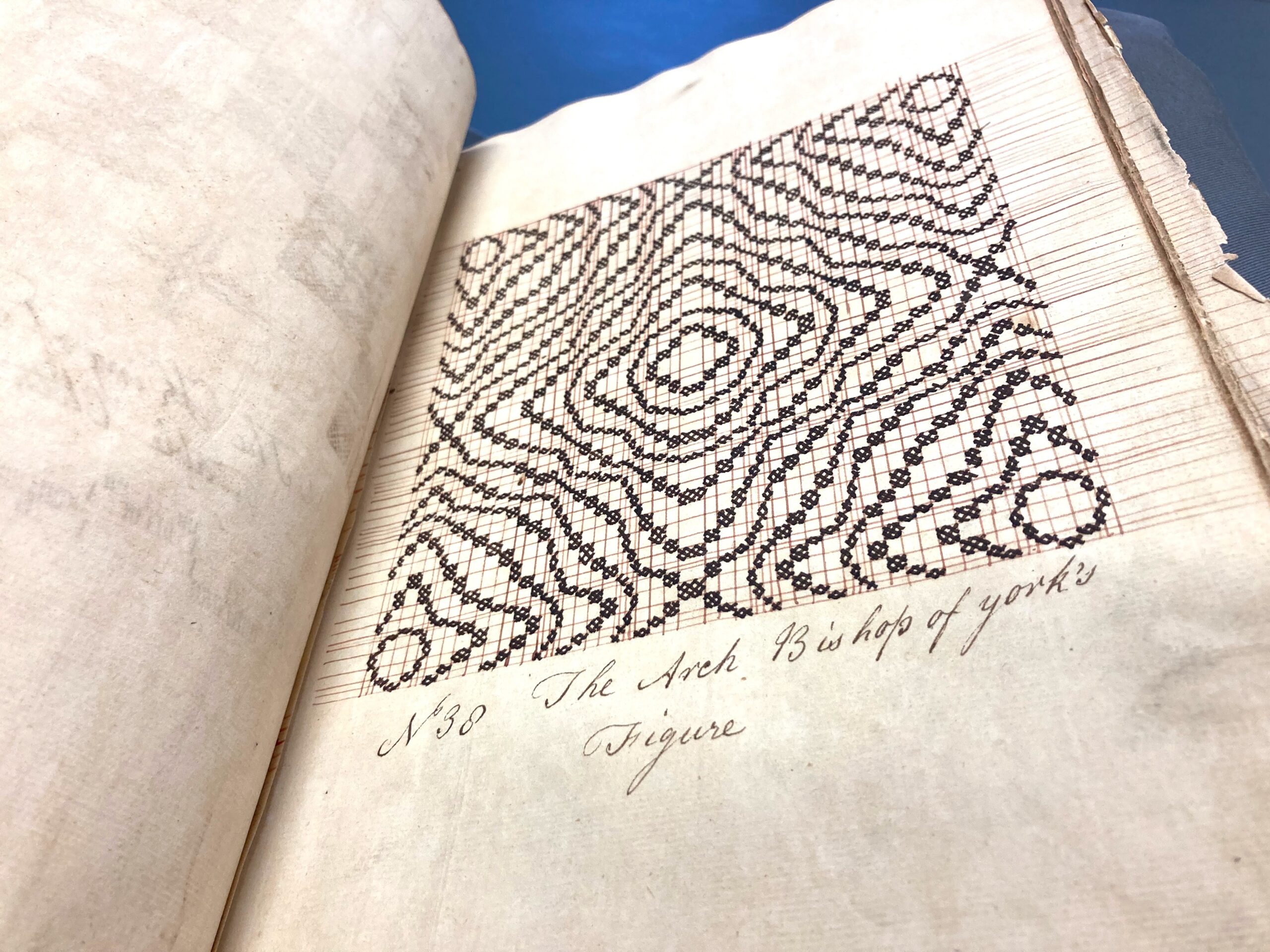
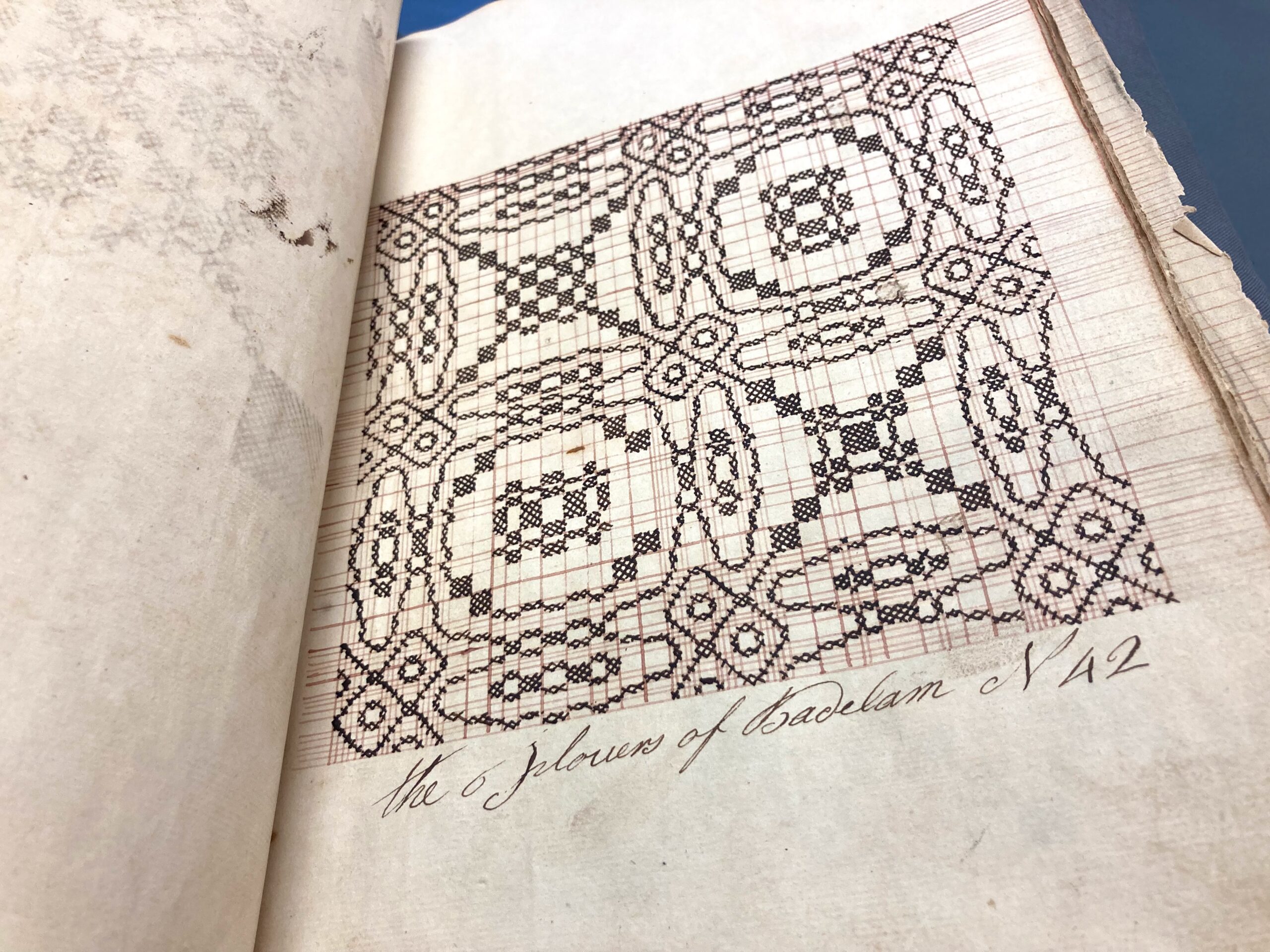
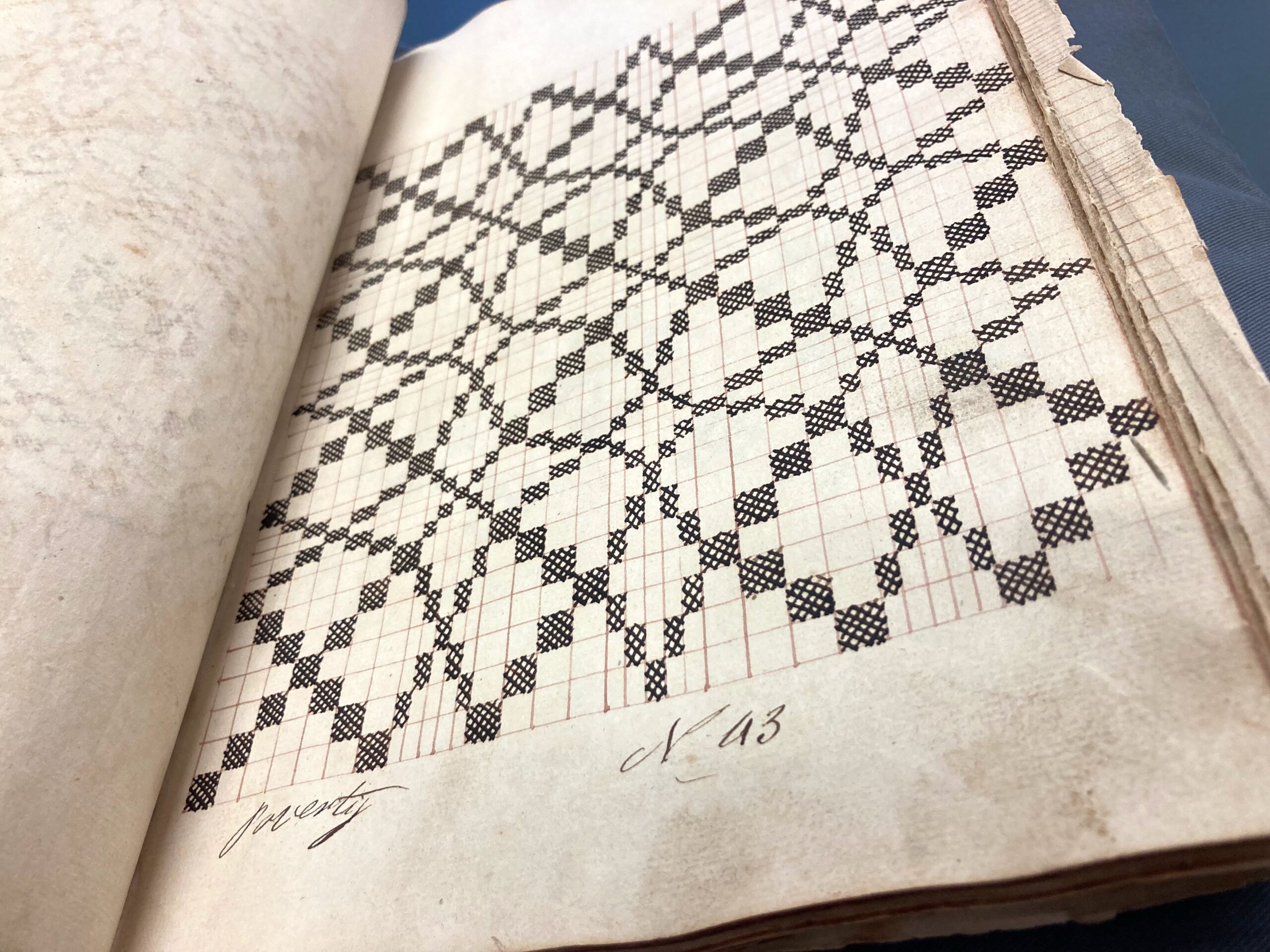
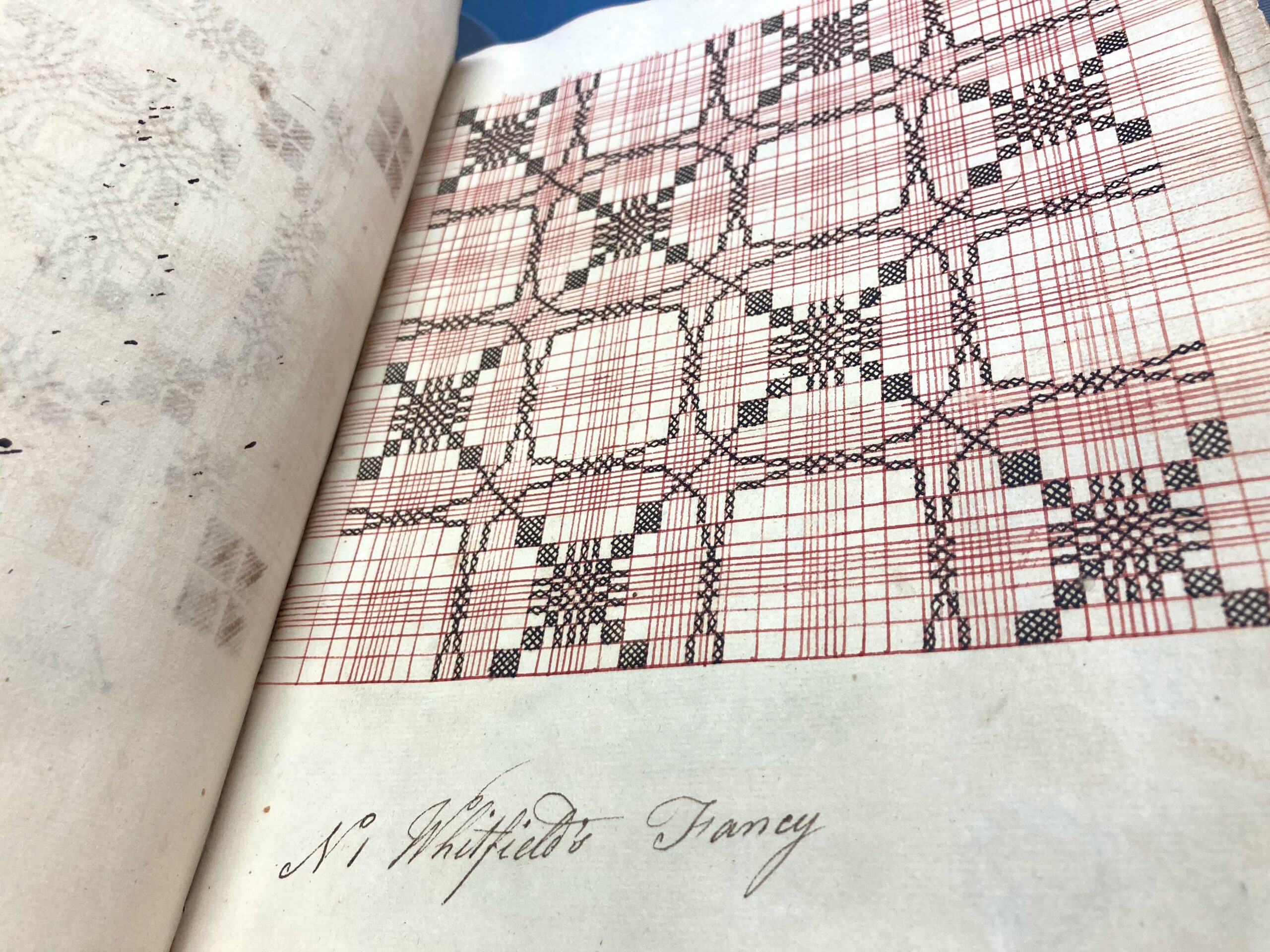
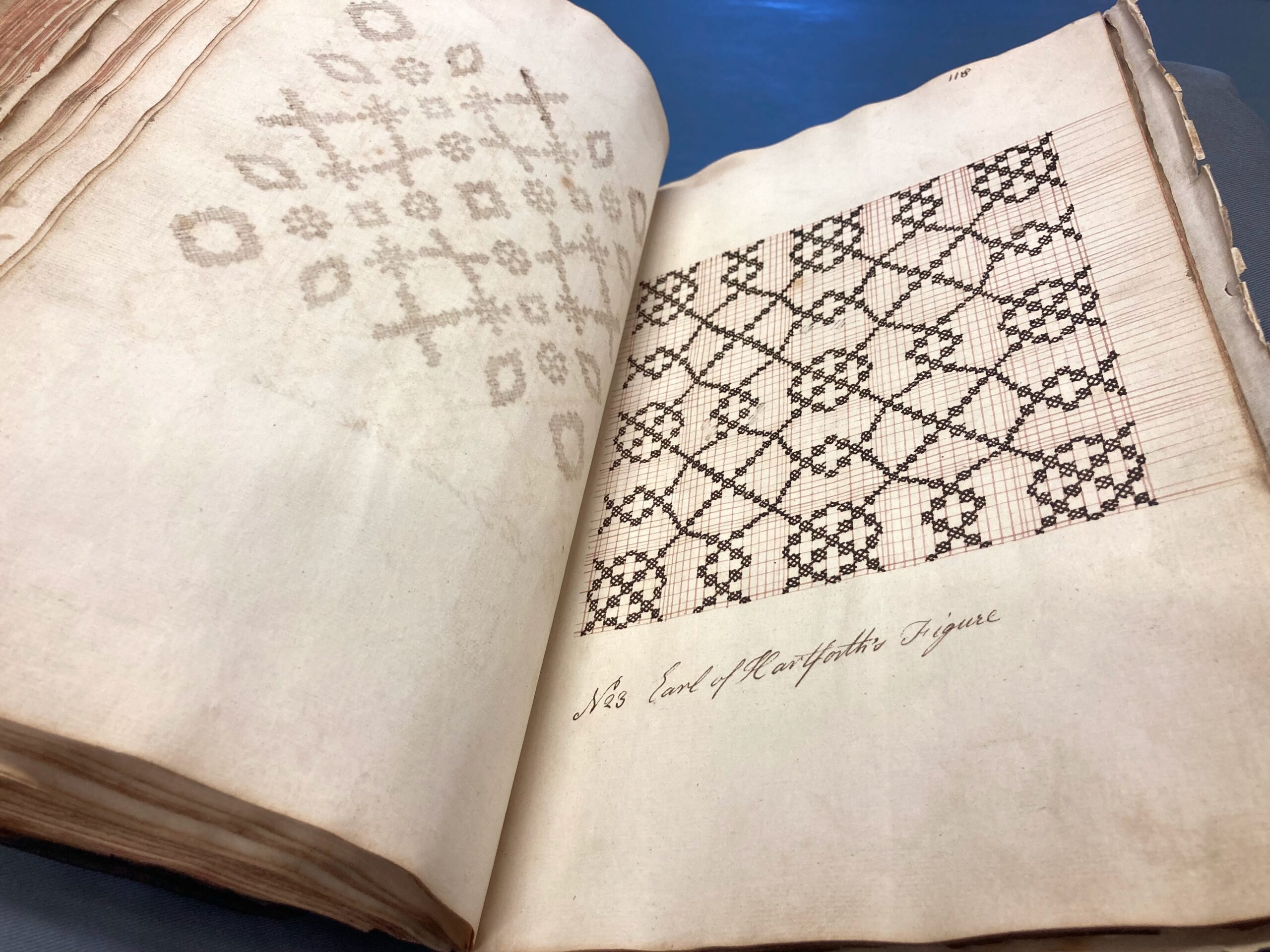
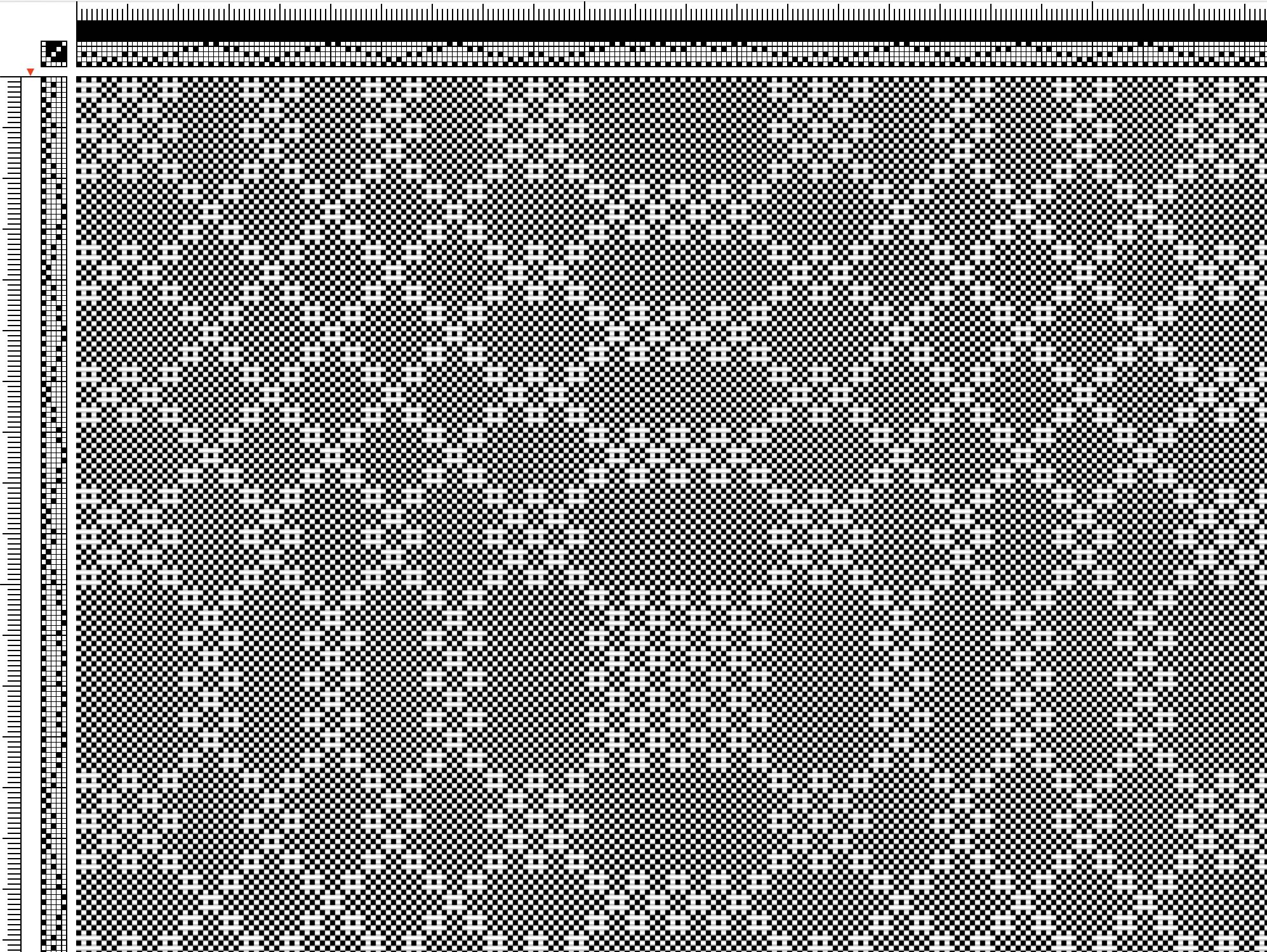
I arrived for my appointment at the County Records Office in North Allerton to find The Weaver’s Guide waiting on a cushion in the middle of a big grey table. The manuscript is about twelve inches high and eight inches wide, bound in brown embossed leather, with one hundred and fifty pages. On the first page is a short introduction inviting potential customers to select patterns to be woven on commission. Most of the other pages are taken up with hand-drawn geometric designs for a type of linen cloth known as damask diaper. The gridded designs are ruled in red ink with black cross-hatching, and each has a title inscribed underneath: The Milk Maid’s Glory, The True Lovers’ Knot, Lady Denbigh’s Fancy, Prince Ferdinand’s Breakfast Cloth, The Deep Wounds of Calder. The last few pages include profile drafts of the diaper patterns and some other weaver’s drafts, including the ‘happings’ that kept me busy for most of 2021.
.
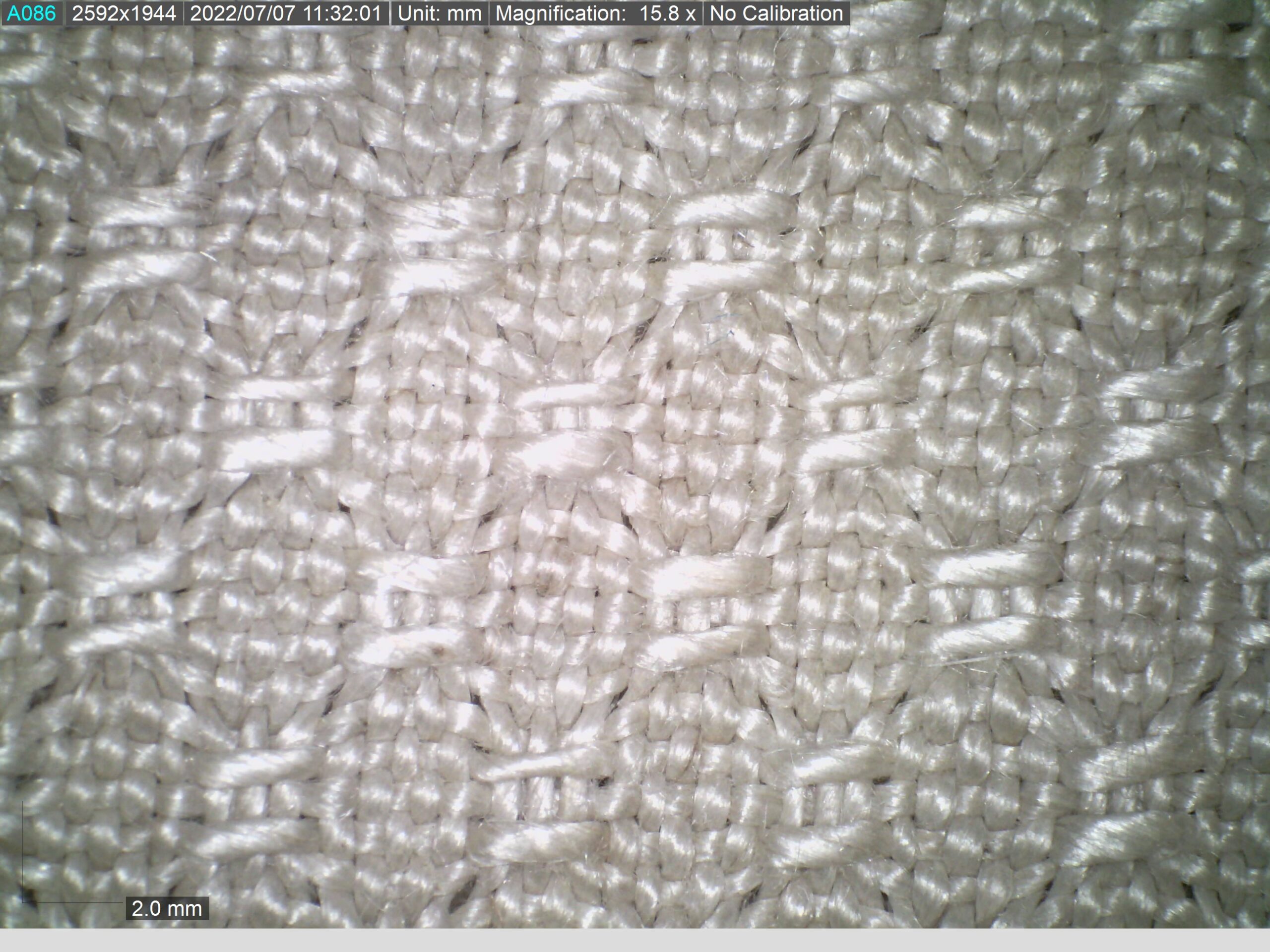
I had acquired black & white digital scans of the manuscript a couple of years ago. I knew it well and wasn’t sure what I would learn from seeing the real thing. It was finer than I had expected, and more alive. The patterns seemed to change as I shifted my viewpoint, just as they would as woven tablecloths. It also occurred to me that the patterns are drawn at roughly one-to-one scale, the same size as the patterns in the woven cloths which they represent. For example, the smallest unit in the pattern called The True Lovers Knot is about 1.7mm square. In the woven cloth this would correspond to five ends and picks, equivalent to a sett of about 75 ends per inch – a suitable sett for linen yarn of about 30/1.
Background
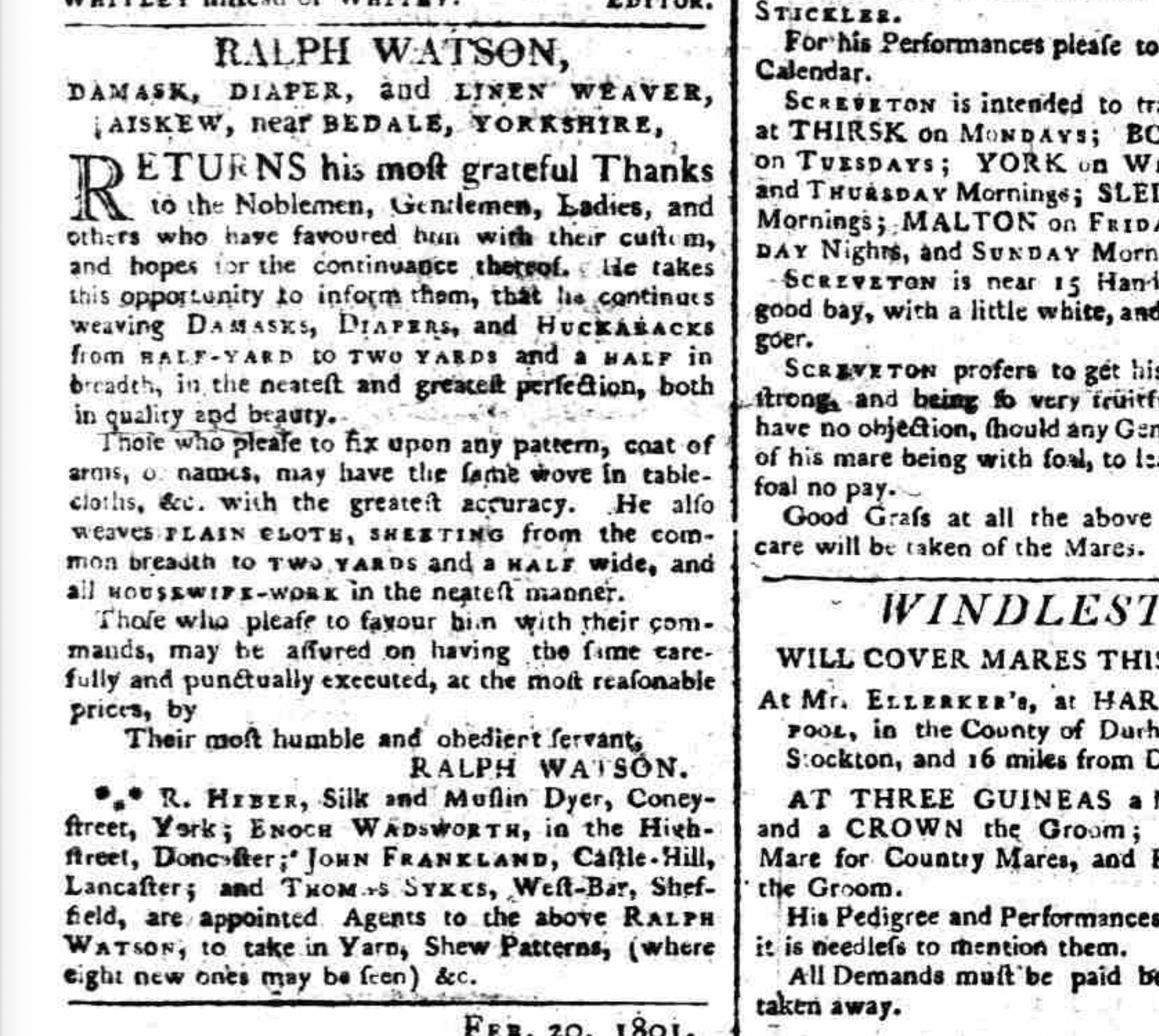
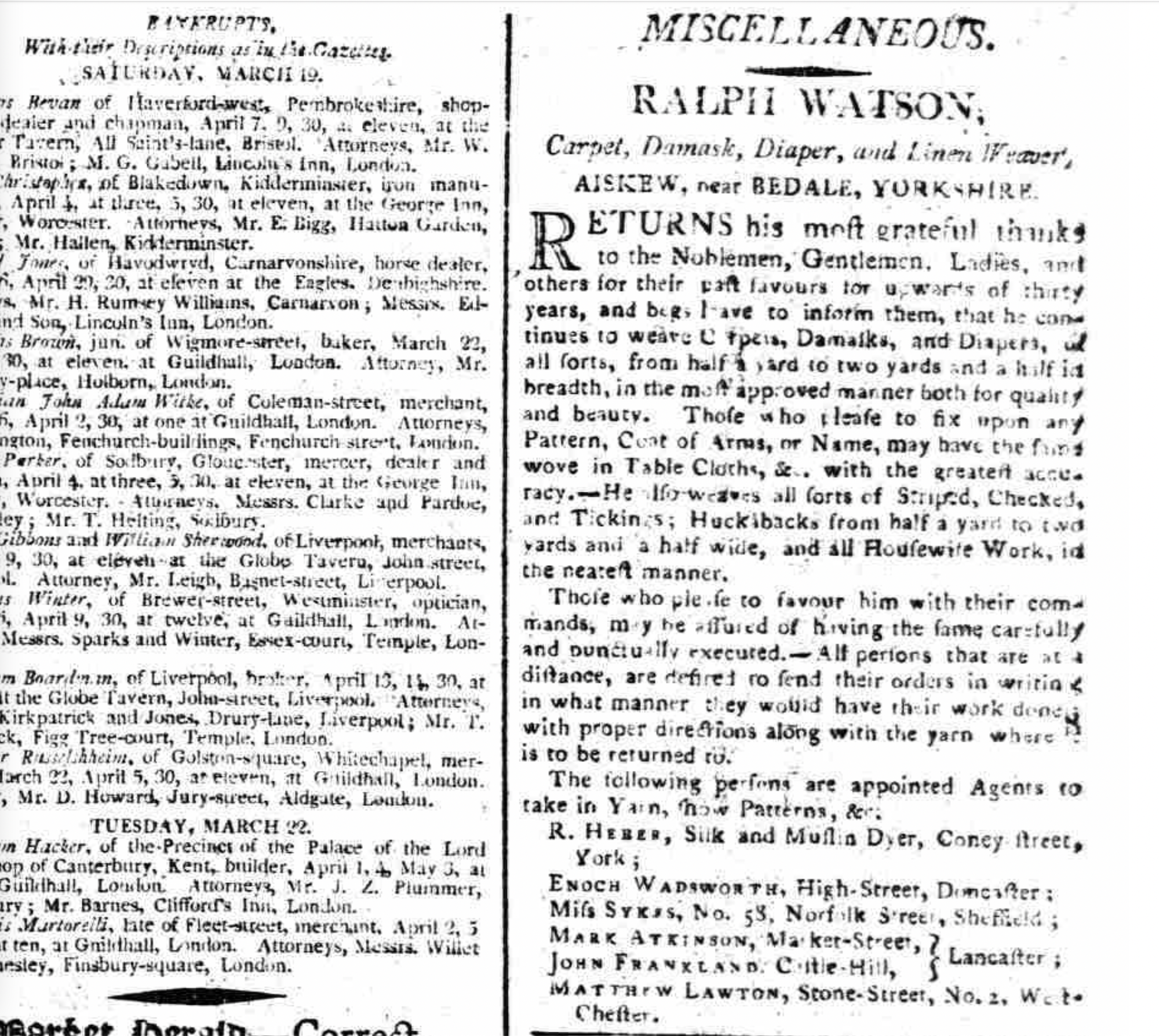
The manuscript was written by Ralph Watson, a linen weaver from the village of Aiskew, near Bedale, at the northern end of the Vale of York, between the Yorkshire Dales and the North Yorkshire Moors. The manuscript is described by the County Records Office as dating from the eighteenth century. It was probably compiled over several years, and before 1805, when Watson’s son-in-law Francis Lodge took over the business. We know from Watson’s headstone in the churchyard of St. Gregory’s in Bedale that he died in 1812 at the age of 64. According to advertisments in the York Herald in 1801 and 1803 he manufactured linen damasks, diapers and huckabacks, as well as plain cloth and sheeting, up to two and a half yards wide. He had agents in York, Doncaster, Sheffield, Lancaster and Chester.
Technique
We know from Watson’s introduction that his designs are for a type of cloth known as damask diaper: “… if any please to Employ me either in Dammask’s or Diapers they may be sure to have them done in the Best Manner any breadth which they chouse, (but the following figures is all for Diapers).”
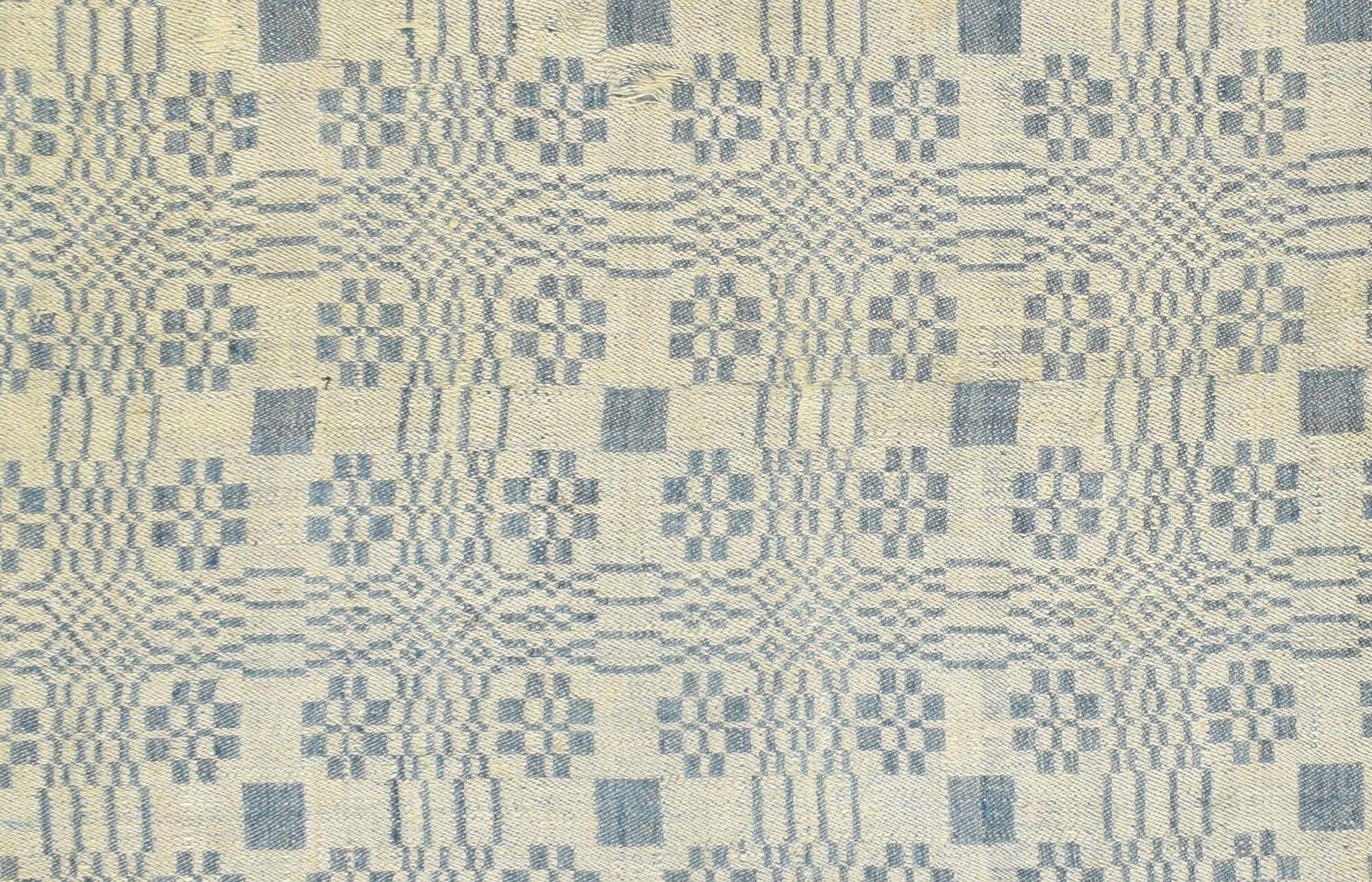
Damask diaper is made up from alternating blocks of weft-faced and warp-faced twills. Weavers’ drafts at the back of the manuscript indicate that Watson used a five-end satin twill. The cloth can be woven using different colours for warp and weft, creating blocks of contrasting colour where the warp or weft predominates. More often, damask diaper was woven with the same yarn, bleached or unbleached, for both warp and weft. The warp-faced and weft-faced blocks catch the light differently producing a more subtle visual effect.
Unlike damask woven on a Jacquard loom or the earlier draw-loom, both of which control individual threads and can therefore make intricate designs with curves and diagonals, damask diaper is made on a shaft loom and is limited to designs made up of stepped rectilinear blocks. Most of Watson’s designs are based on four different ‘divisions’, although some have six divisions.
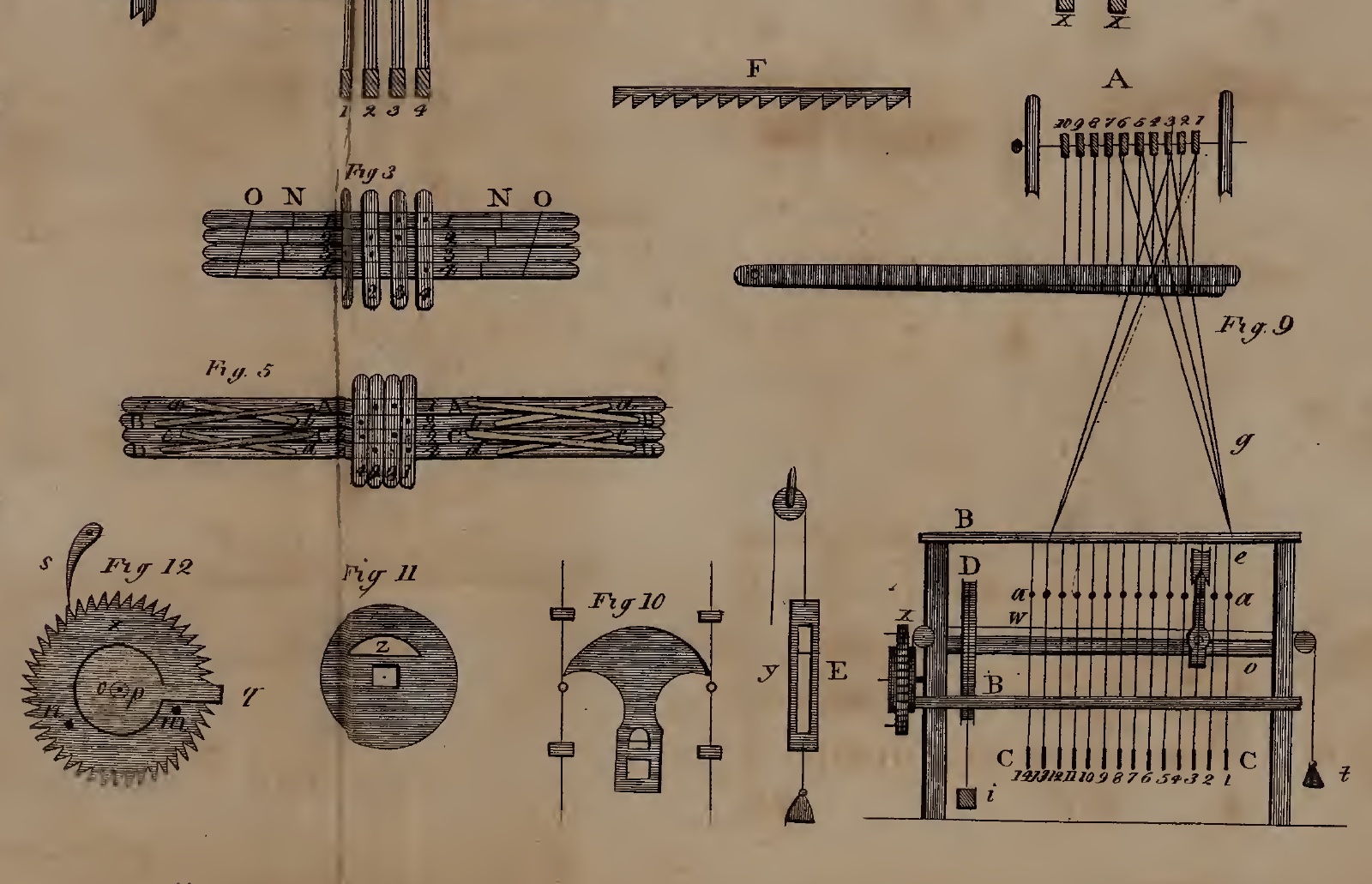
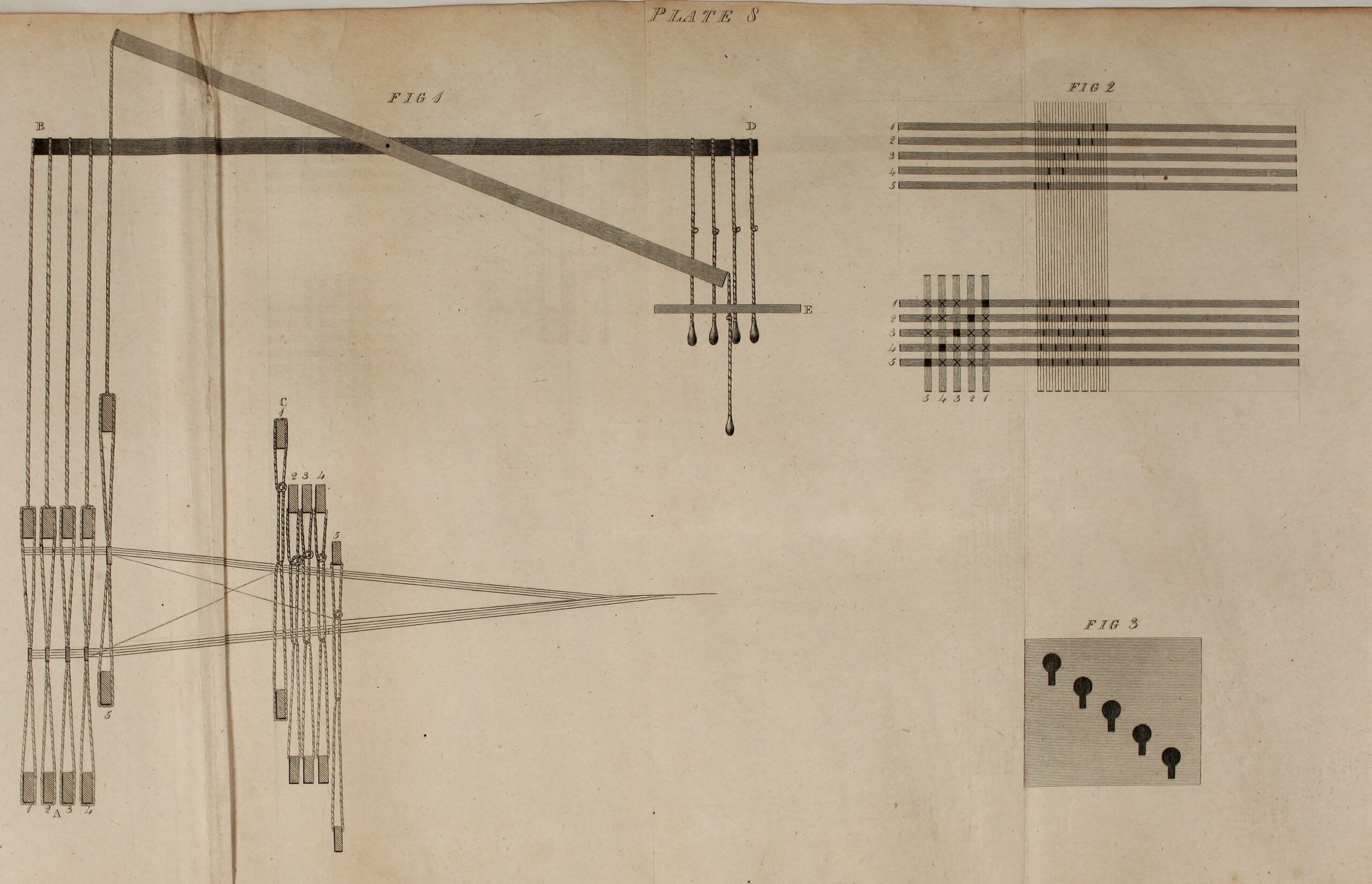
As far as I know there were two ways of making damask diaper in Watson’s time. The first used a loom with two harnesses (groups of shafts, or leaves), sometimes called a shaft draw loom. This has a front harness with long-eyed heddles operated by treadles, and a back harness operated by overhead pull-cords. The front harness forms the satin twill ground weave, and the back harness forms the block pattern. John Duncan includes a description of this apparatus in his Practical and Descriptive Essays on the Art of Weaving (1808). The advantage of this ingenious arrangement is that it can be operated without assistance or complicated mechanisms. However, I am sure this was not the technique used by Watson. Towards the back of the manuscript Watson includes drawings of lifting plans that are incompatible with the use of a double harness. (1)
The alternative to this is a loom with lots of shafts – five for each division of the pattern. Most of Watson’s designs have four divisions and would therefore need twenty shafts. It is generally considered impractical to operate more than a dozen shafts with treadles. By Watson’s time a variety of automatic mechanisms for lifting shafts had been invented. For example, John Murphy’s Treatise on the Art of Weaving (1827) describes an automatic lifting device called a ‘parrot’. I think it likely that Watson had one or more looms fitted with a ‘witch’ engine, an early version of the ‘dobby’. Bradford Industrial Museum has an old loom with a witch engine, and an eighteenth century loom with a witch engine was given to Bankfield Museum in Halifax when the Norfolk linen weaving firm of Buckenham’s closed down in the 1920’s. Both the witch and dobby engines sit on top of the loom. The selection of shafts for lifting is made by pegs called ‘lags’ set into a set of wooden bars linked in a continuous chain.
.
Addenda
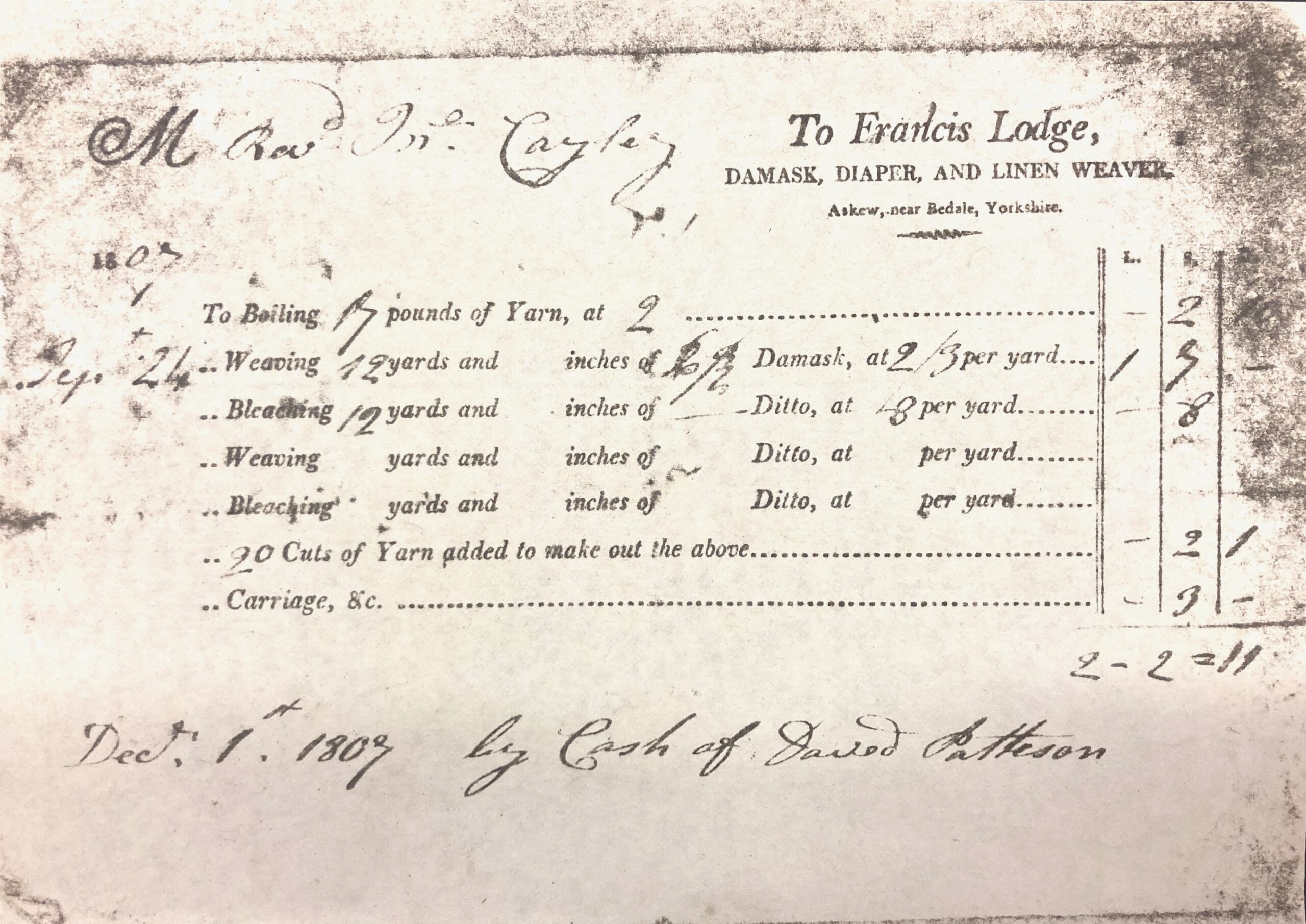
Someone has inserted a slip of paper between two of the manuscript’s pages, like a bookmark. The slip is a copy of an invoice, payable to Francis Lodge, Damask Diaper and Linen Weaver, Aiskew, near Bedale, Yorkshire. Lodge was Watson’s son-in-law and had taken over his business in 1805. The invoice is for a total of £2-2-11, for boiling 17 pounds of yarn, weaving 12 yards of damask at 2 shillings and 3d per yard, bleaching the same at 8d per yard, and supplying 20 cuts of yarn “to make out the above”. The invoice suggests that the customer was supplying the yarn, which may have been home-spun. It also indicates that the cloth was bleached after weaving, rather than the yarn being bleached first.
This is a post about my trip in July to view the collection of Lopham linen in Norfolk Museums, with photographs and descriptions of rare examples of handwoven huckaback cloth made around 1900.
I am grateful to Ruth Battersby Tooke, senior curator of Costume and Textiles at Norfolk Museums Service, and Rachel Kidd, curator at Gressenhall Farm & Workhouse, for welcoming me and unearthing items from storage.
Linen was manufactured on handlooms in the Norfolk villages of North and South Lopham for centuries. The firm of T. W. & J Buckenham of North Lopham survived into the 20th century by focusing on high quality linen for prestigious clients including the Royal Household, having received the Royal Warrant as suppliers of Diaper and Huckaback Table Cloths to Her Majesty in 1837. Perhaps most famous for their damask tablecloths woven on Jacquard looms, they also made fine sheeting on very wide looms, and huckaback towels. Some of this ‘Lopham linen’ was acquired by Norfolk Museums when Buckenhams finally closed in 1925. (1)
I had first read about Lopham linen in Nesta Evans’ The East Anglian Linen Industry (Rural Industry and Local Economy 1500-1850), whilst trying to establish a context for the manuscripts written by the 18th century Yorkshire weavers Ralph Watson and Thomas Jackson. A history of linen manufacture in Yorkshire has yet to be written, but Evan’s book on East Anglia sheds much light on an industry that once flourished across Britain. Norfolk Museum’s collection of Lopham linen provides an opportunity to study examples of traditional cloth made using methods that had changed little for hundreds of years. The Jackson and Watson manuscripts both include drafts for patterned huckabacks, and I knew that the Norfolk collection included some similarly elaborate huckaback towels made for Osborne House, Queen Victoria’s residence on the Isle of Wight.
The Museum of Norfolk Life occupies the eighteenth century Workhouse buildings at Gressenhall, near Dereham. Among the collection is a photograph of the weaver Albert Tyler (above), sitting behind one of the North Lopham looms, taken around 1900. Gressenhall also has a small painting from the early 1800’s, depicting one of the carts used by linen manufacturer William Buckenham to transport and advertise his wares. The firm of T.W. & J. Buckenhams was formed around 1800 when William, of South Lopham, joined forces with his brother Thomas of North Lopham. Also in the collection at Gressenhall is a fine Jacquard-woven damask tablecloth, with a central chequerboard pattern and the famous Lopham ‘spider-web’ motif in the corners.
–
Most of the Norfolk collection of Lopham linen is stored at Norfolk Museums Service in Norwich. My study visit was focused on the huckaback towels, which l describe below in order of their museum catalogue numbers. (2)
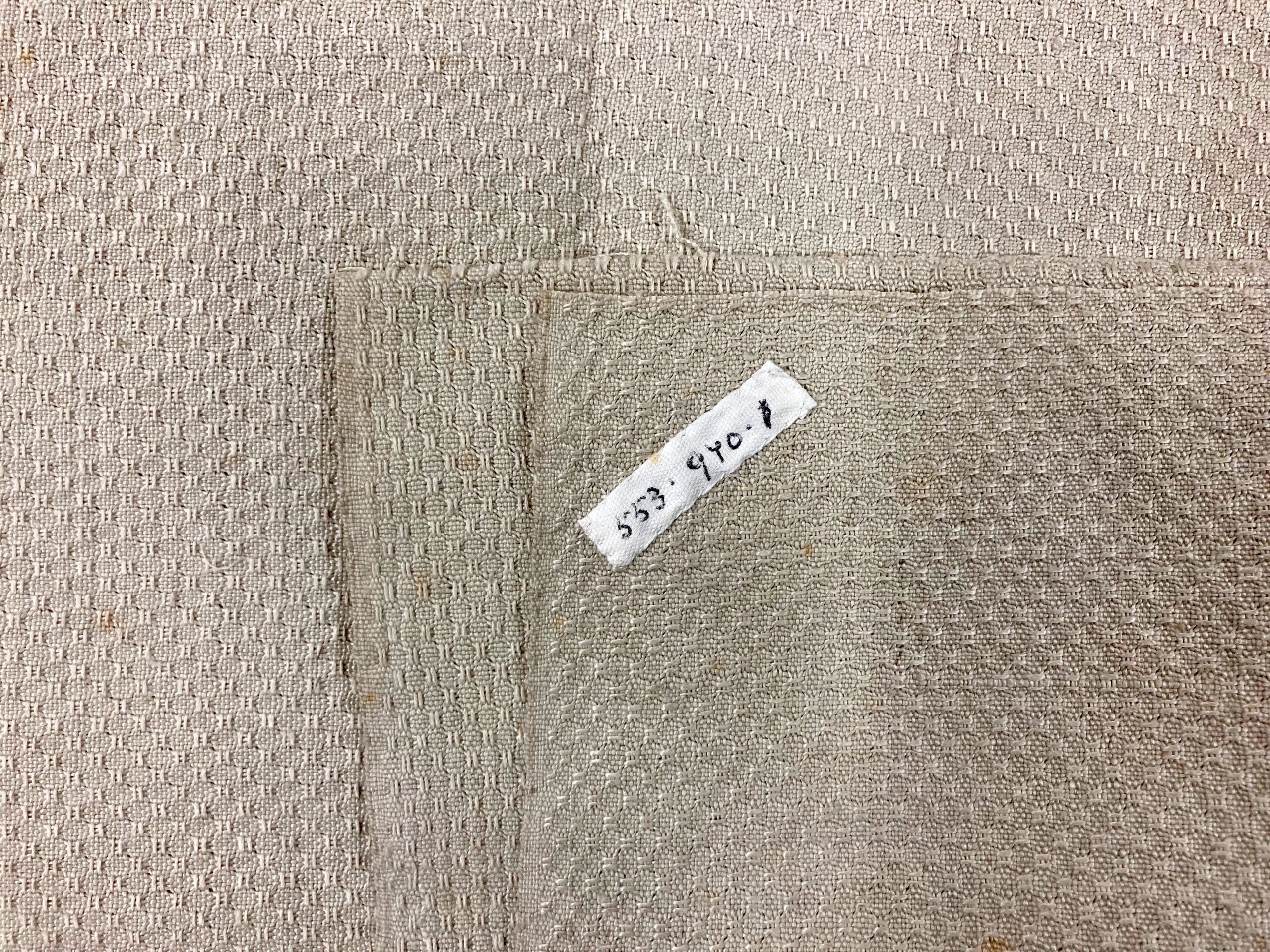
1970.553.1 (above) is a piece of pale huckback towelling, apparently from 1906. All of the huckabacks are labelled as unbleached and vary considerably in colour, this being the lightest. The term ‘linen’ once referred to cloth made from either flax or hemp, the latter being easier to grow and much used for domestic production, particularly for coarser cloth, until the middle of the 19th century. I assume the yarn for these Lopham linens is all flax, although I can’t be certain. Unbleached flaxen yarn varies somewhat in colour, and it was once common practice to bleach cloth, rather than yarn, through a lengthy process of exposure to sunlight and water. Partly bleached or not, this cloth appears to have been washed and ironed.
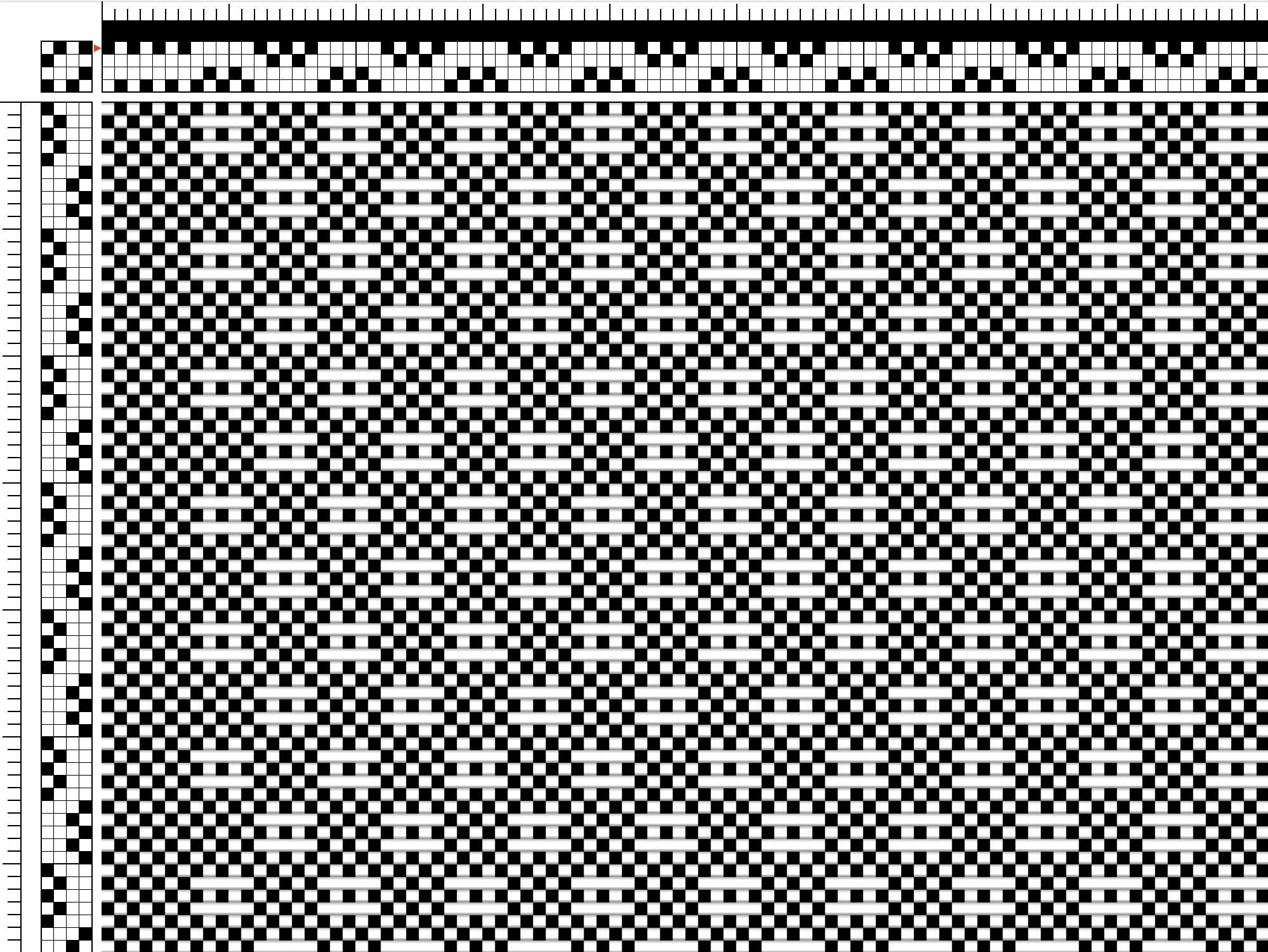
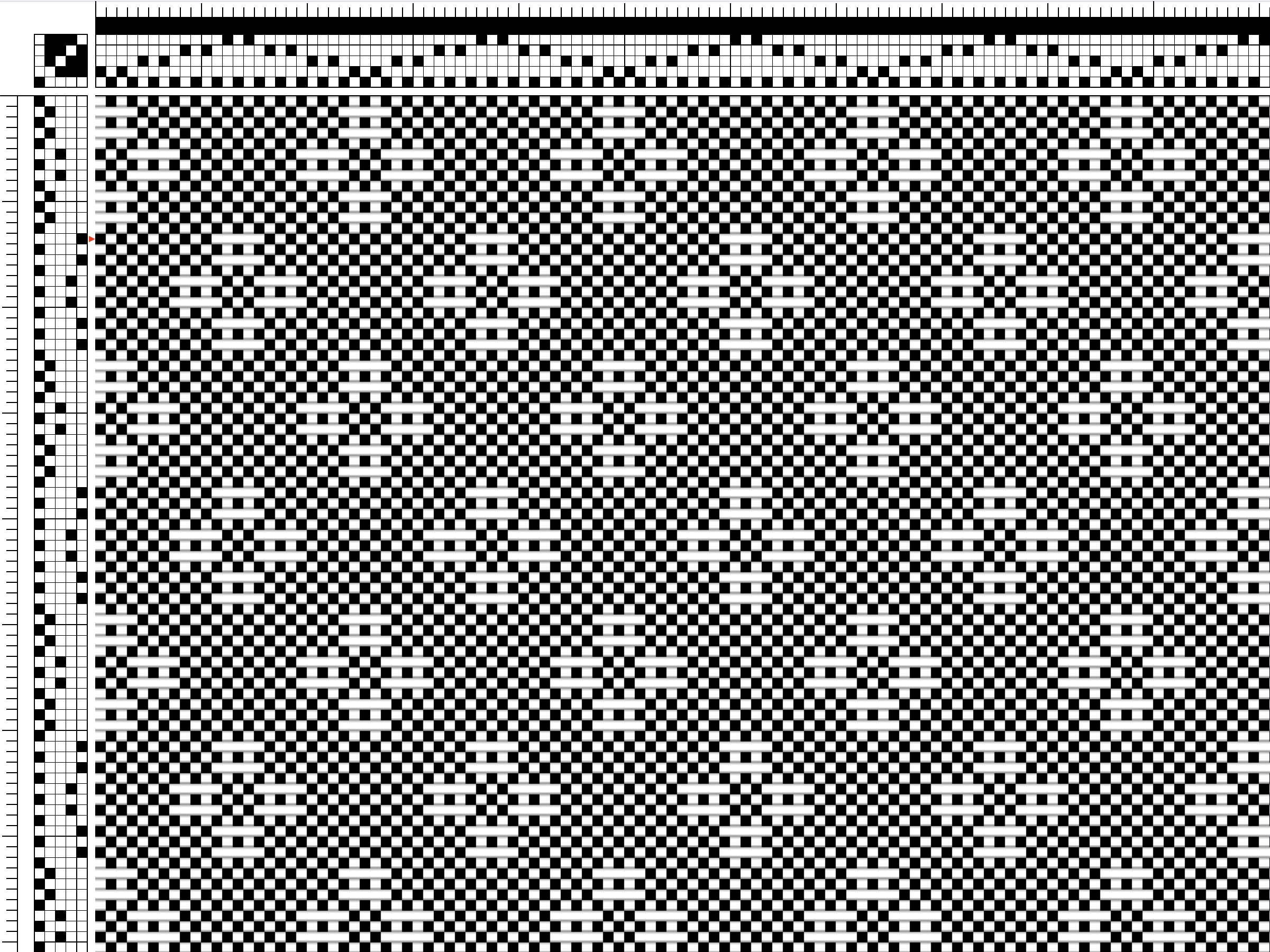
The weave structure is a standard 5-end huckaback, with one repeat every 10 ends and picks (see my weavers draft amongst the images above). One side of the cloth has weft-wise floats, each passing over 5 warp-ends, while the other side has warp-wise floats, each passing over 5 weft threads (picks). My analysis based on the close-up photographs taken by Ruth Battersby-Took estimates that the sett is about 45 ends per inch and about 33 picks per inch.
A note on the box in which 1970.553.1 was stored states the following: “Huckaback; Lopham Linen; fairly coarse, unbleached; rococo st design with label; Wood reff bleach – 1906; one of three patterns cut from long lengths now owned by Ipswich Museum”. However, a note on the museum database states: “Bleached Huckaback, Lopham linen. Early 20th C.”
–
1970.553.1 is another standard huckback, about 70cm wide, also very pale, and rather finer than 1970.553.1. I estimate the sett to be about 85 ends per inch and 65 picks per inch. The notes on the storage box and the database read: “Lopham linen; bleached fine birds eye; hand towel type; one of three patterns cut from long lengths now owned by Ipswich Museum”; and “Unbleached huckaback, diapered with label ‘Woodroff Bleach, 1906″.
–
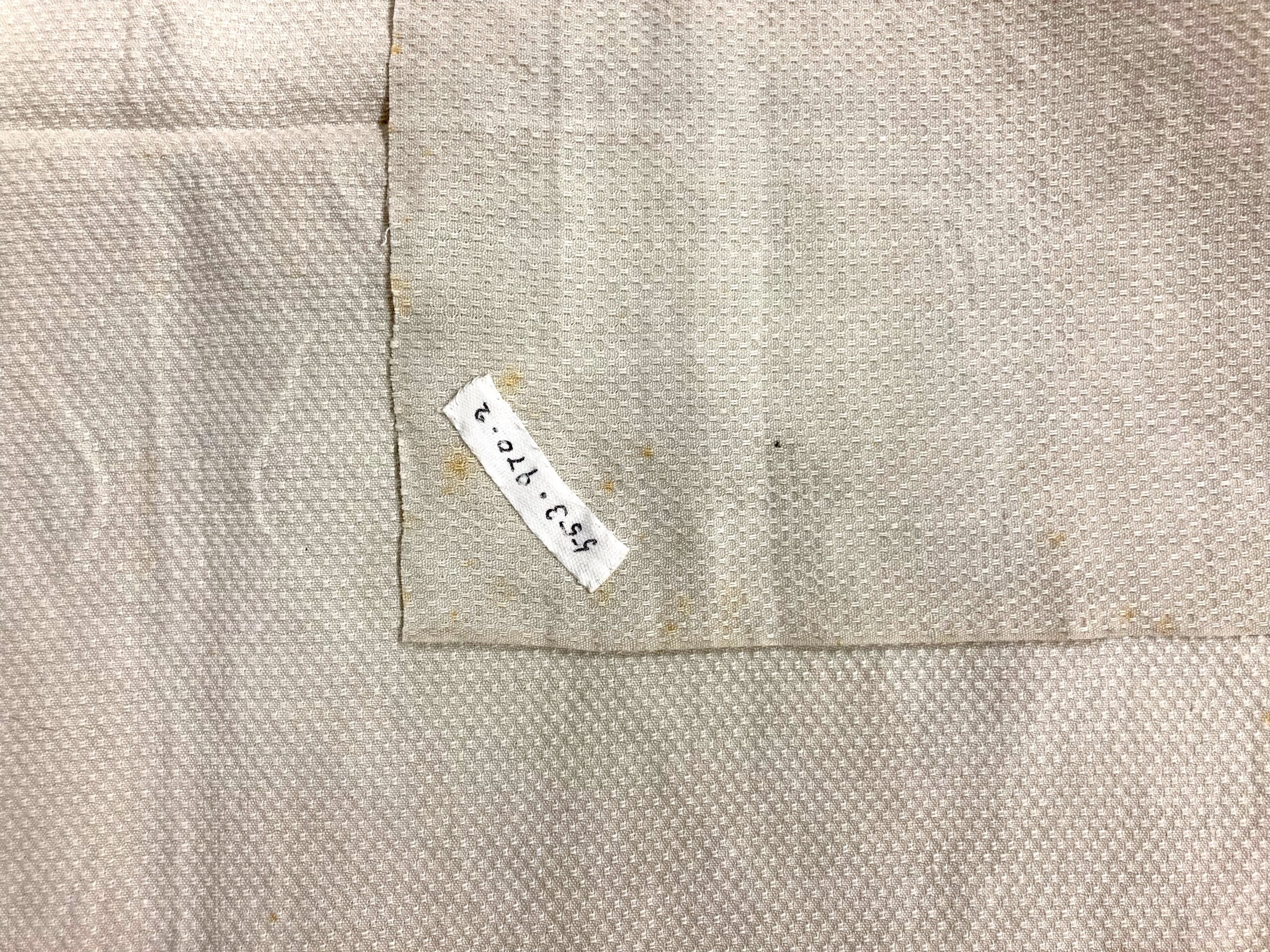
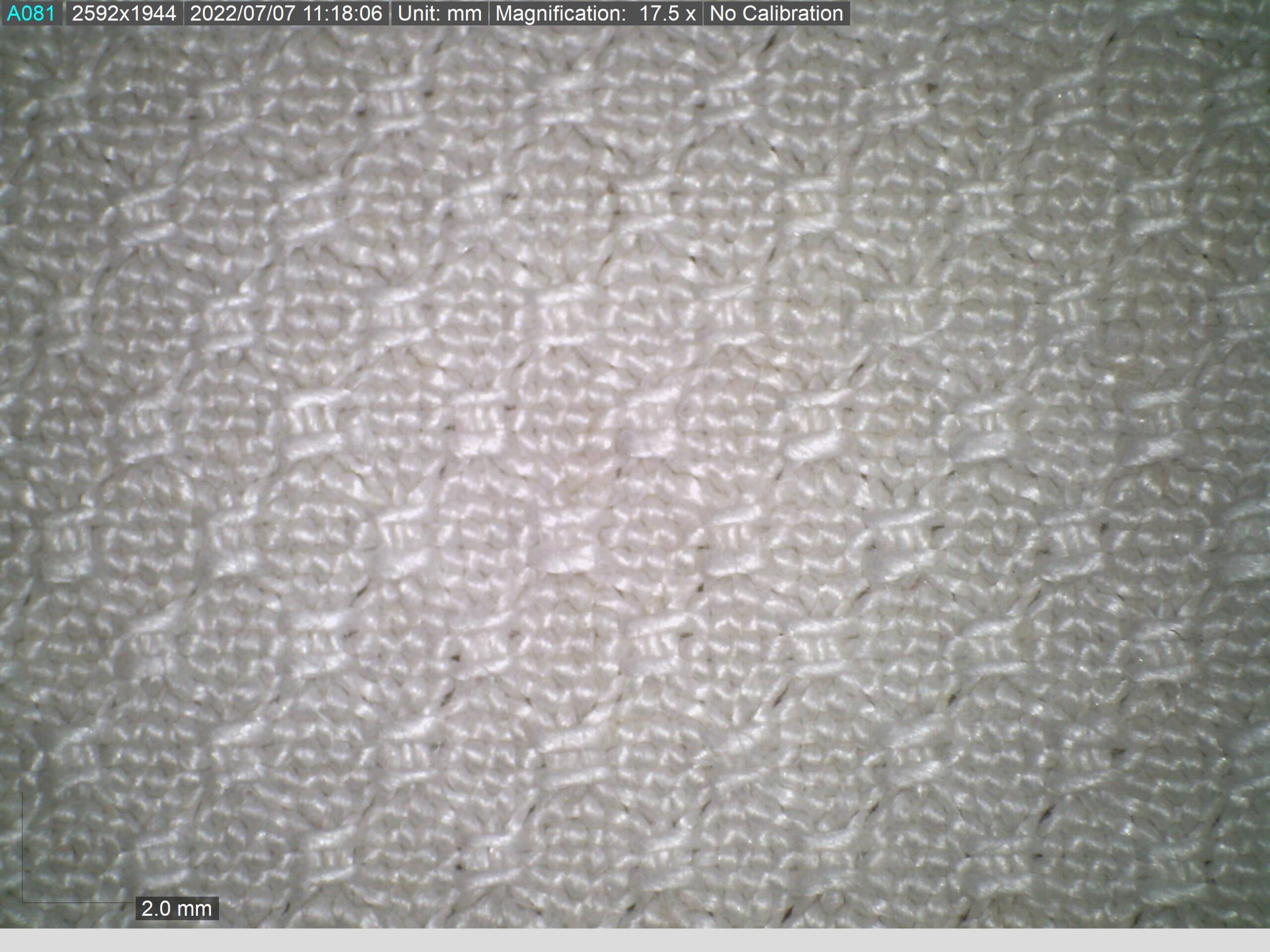
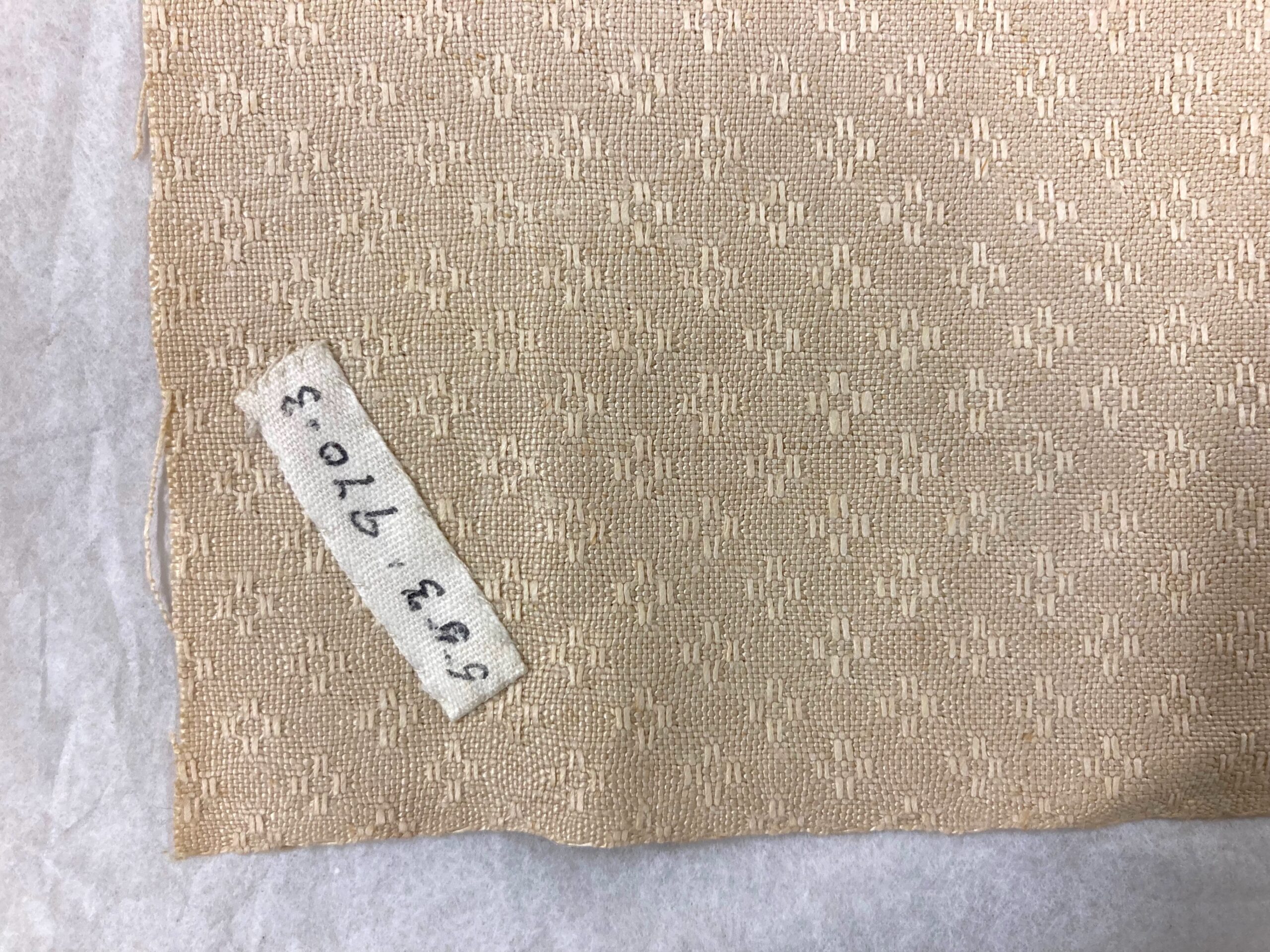
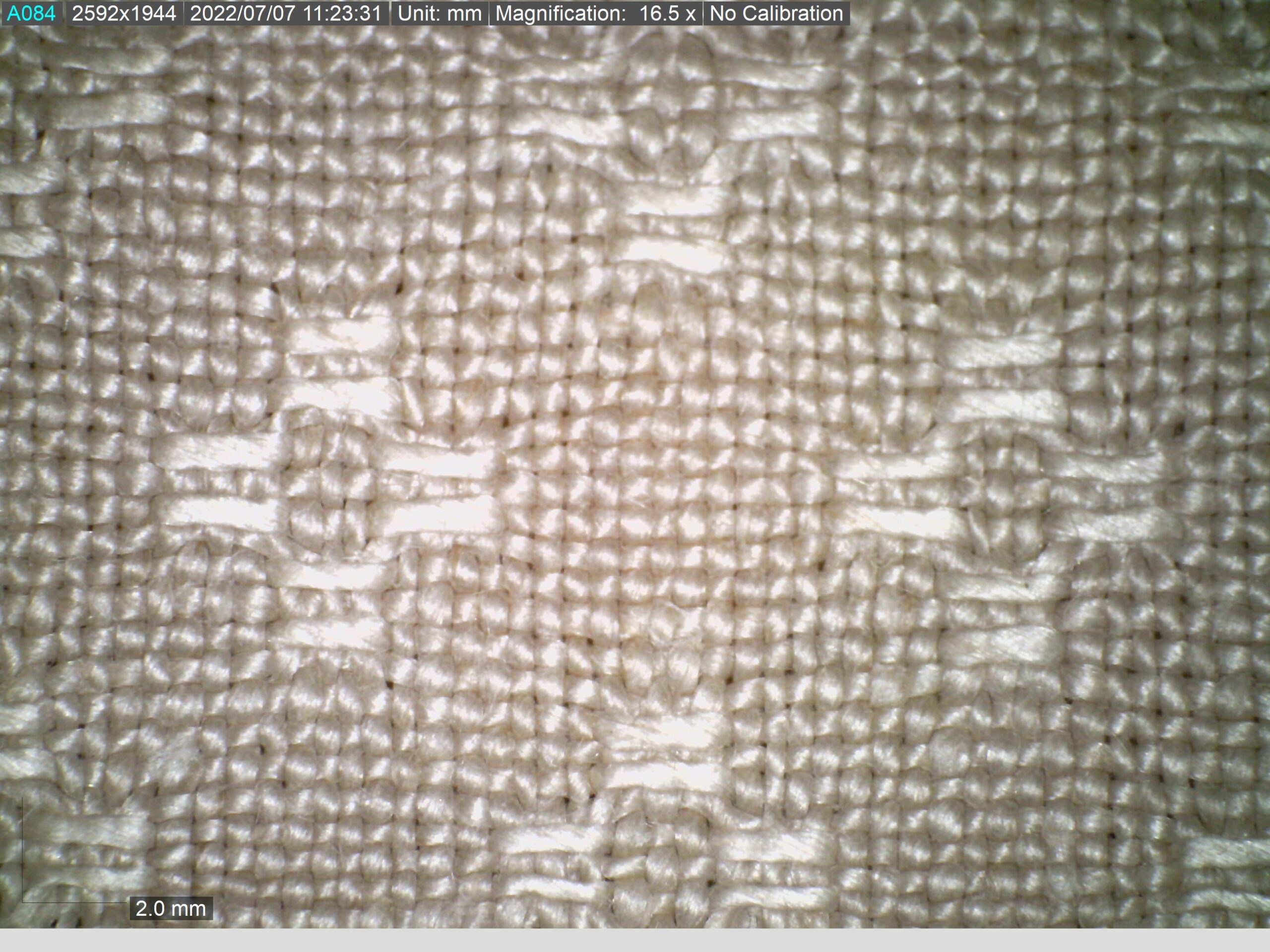
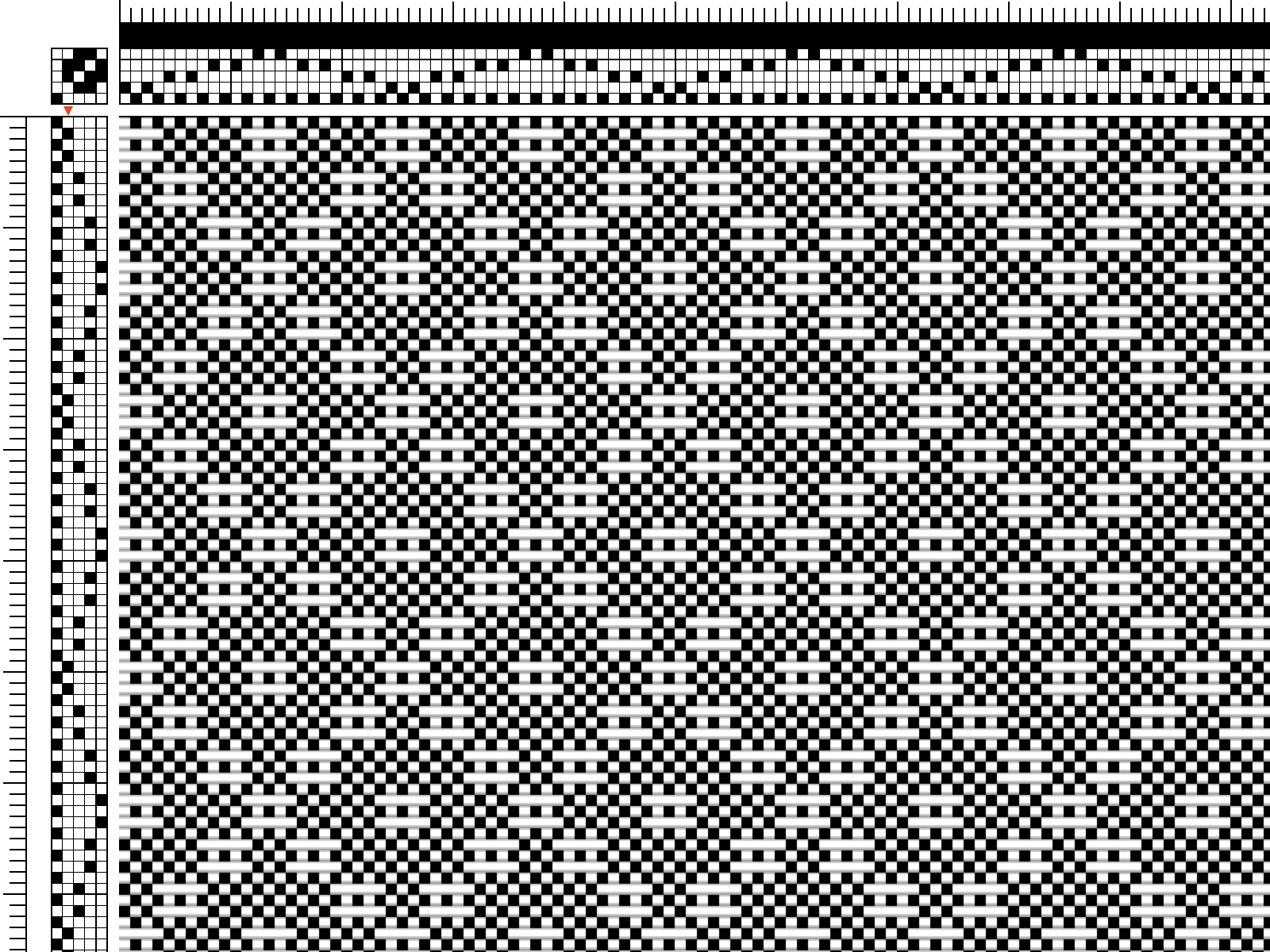
1970.553.3 is a patterned huckaback. Whereas standard huckback is based on a 5-end unit, these patterned huckabacks are made up of 4-end units with pairs of floats in a tabby ground. These weaves are sometimes called barley corn, spot weaves or Bronson spots.(3) Here the pairs of floats are arranged in a staggered cross formation. This can be woven on 5 shafts. The cloth is about 70cm wide and the sett is about 48 ends and picks per inch. It has a creamy gold colour, definitely unbleached.
The notes on the box and database read: “Lopham linen; cream coloured, fairly fine, with diaper pattern; one of three patterns cut from long lengths now owned by Ipswich Museum”; and “Cream coloured, diamond patterned diapered, Lopham linen.”
–
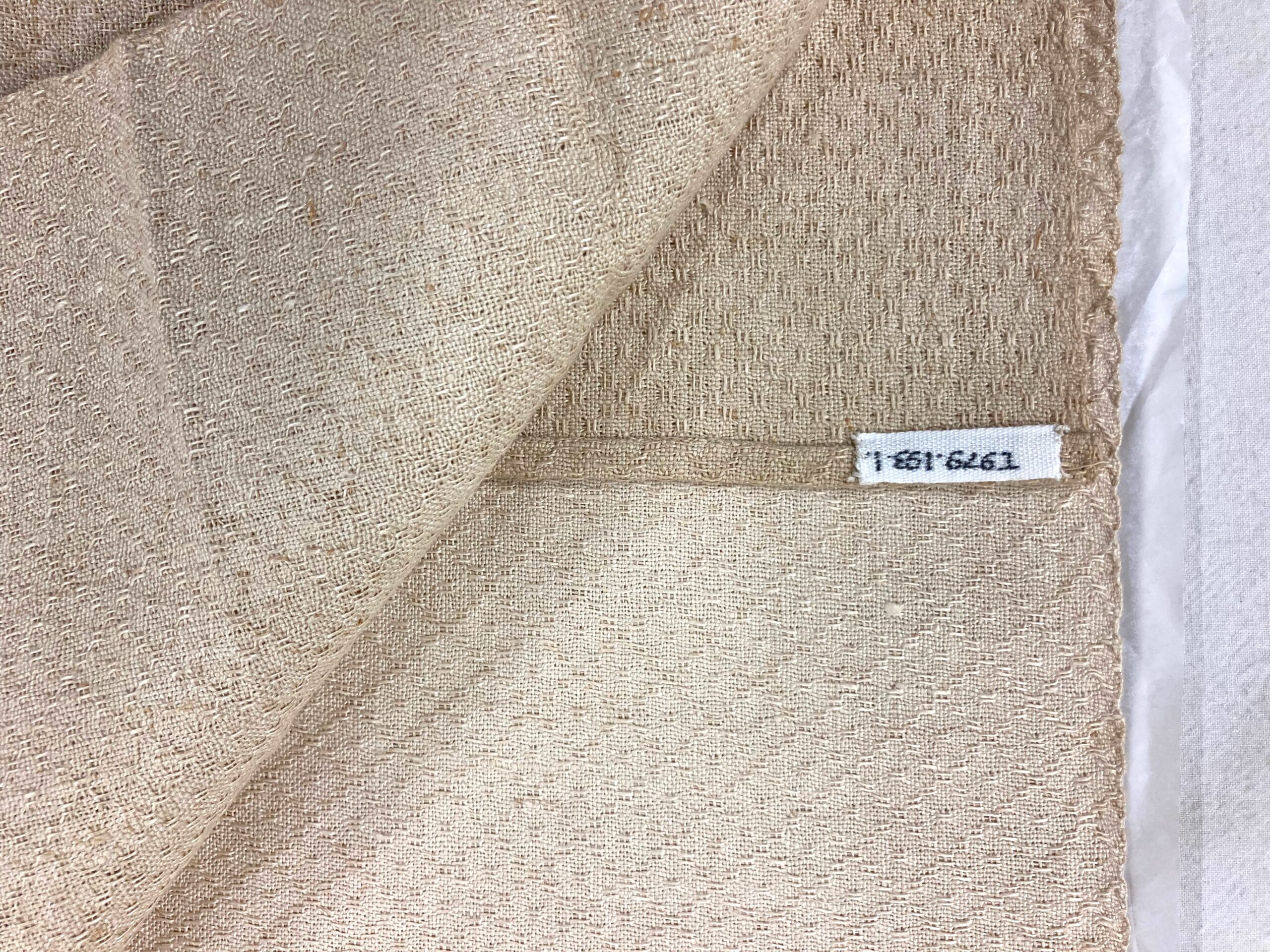
1979.193.1 is similar to 1970.553.3, but the pairs of floats form a diagonal trellis arrangement. The colour is also similar, but it is somewhat coarser, sett at about 33 ends and picks per inch. There are no detailed notes on the box.
–
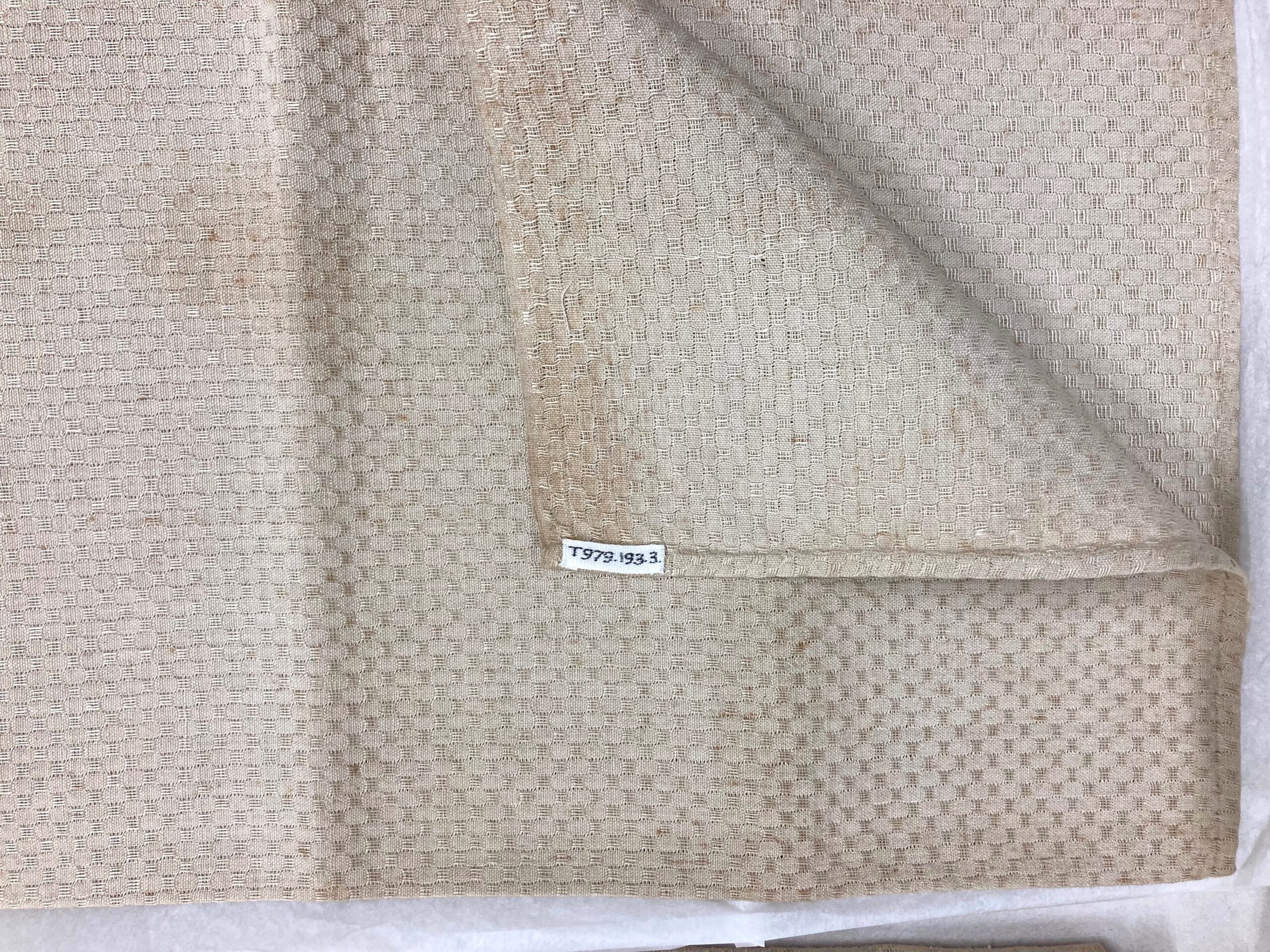
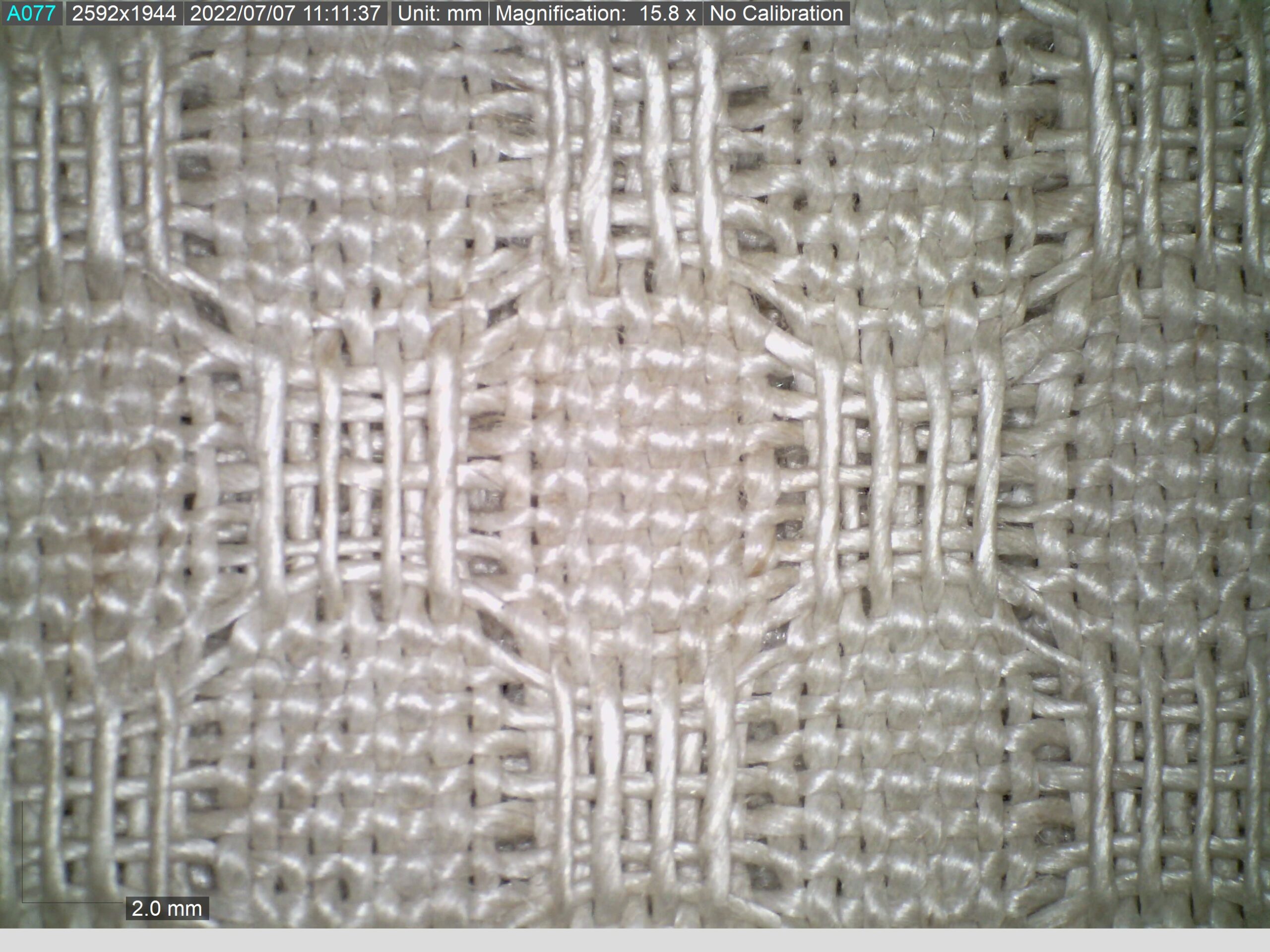
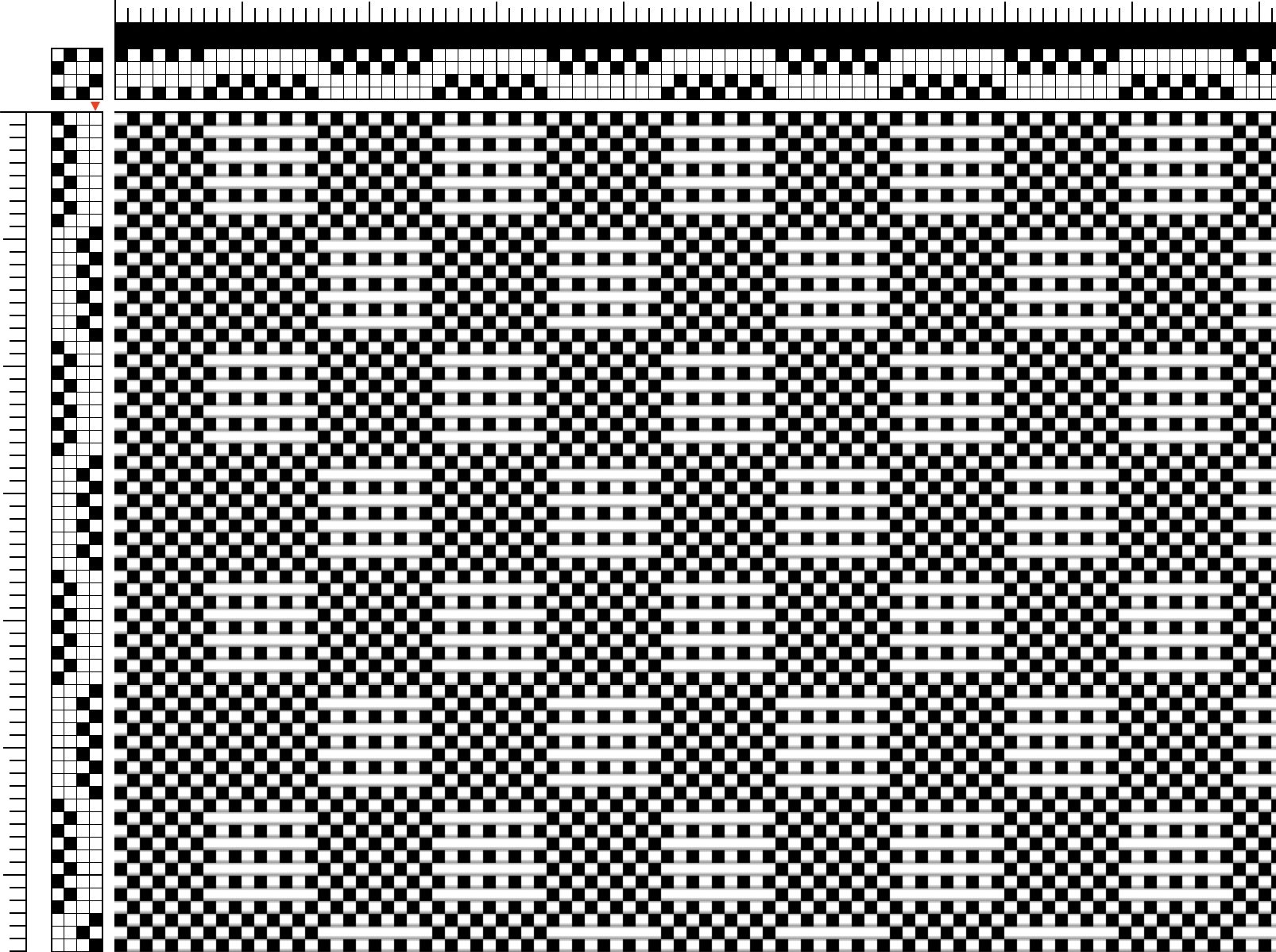
1979.193.3 is an unusual 9-end huckaback, each repeat being 18 ends and picks, with floats over 9 ends or picks. The sett is about 42 ends per inch.
–
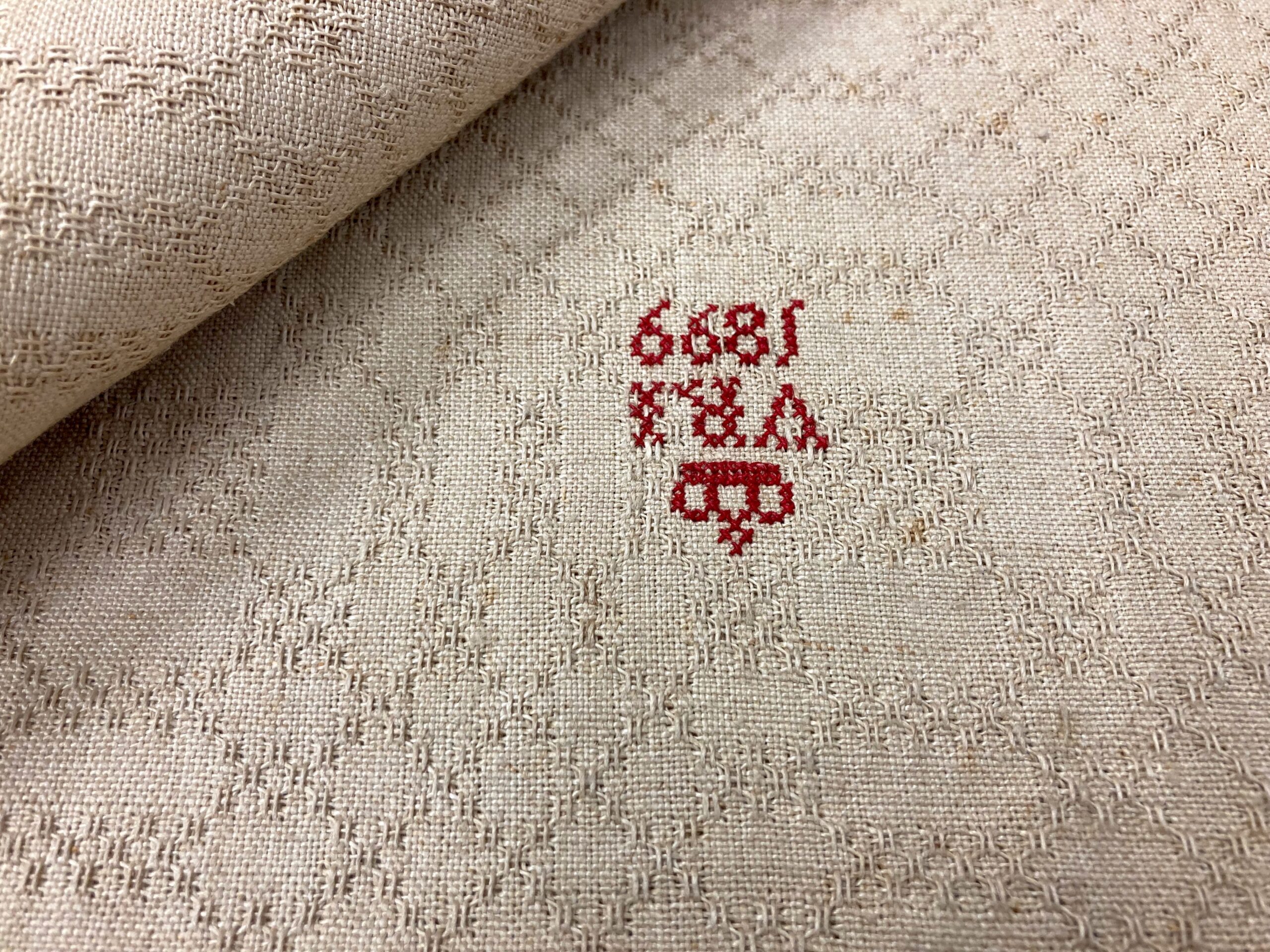
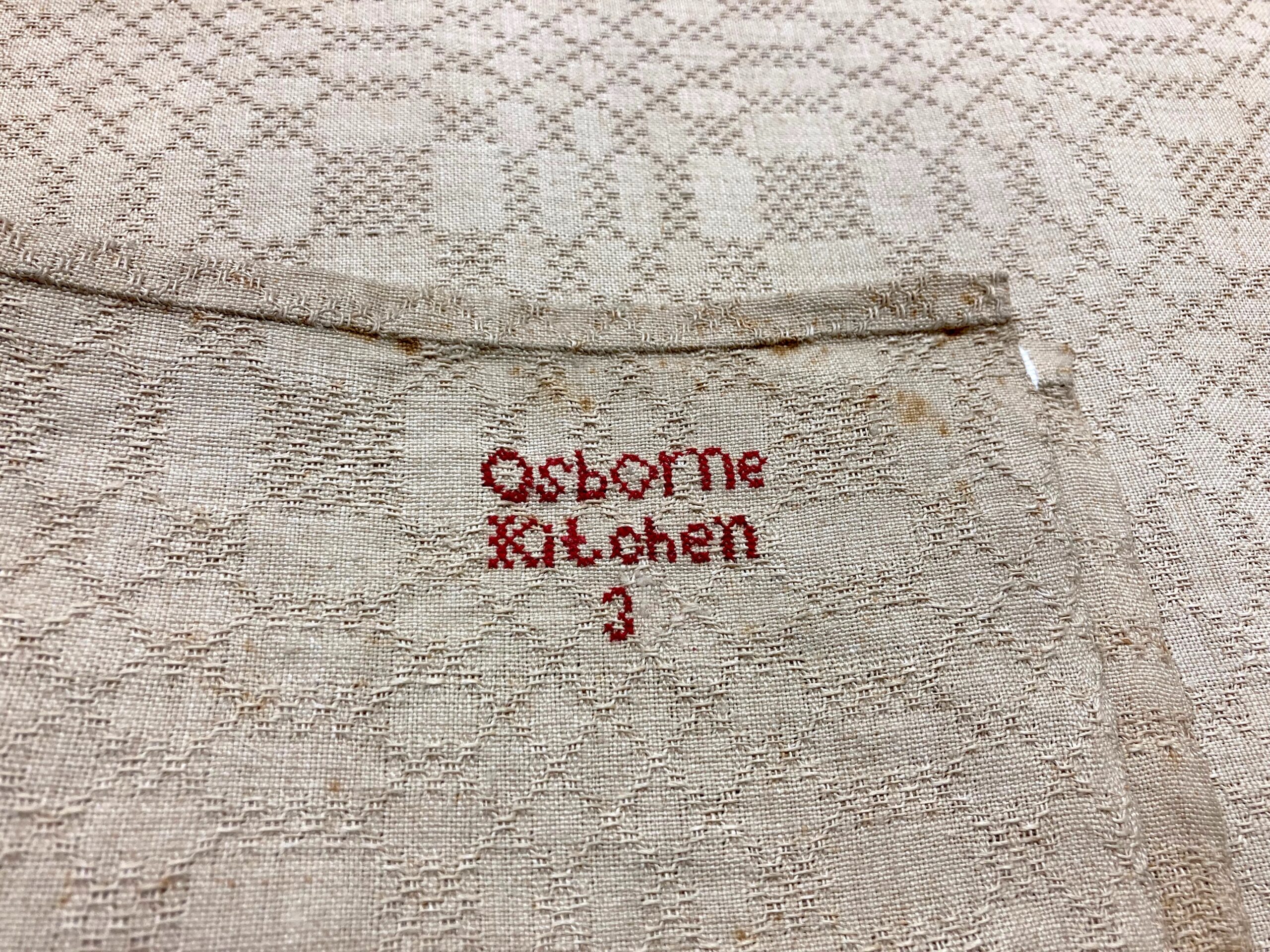
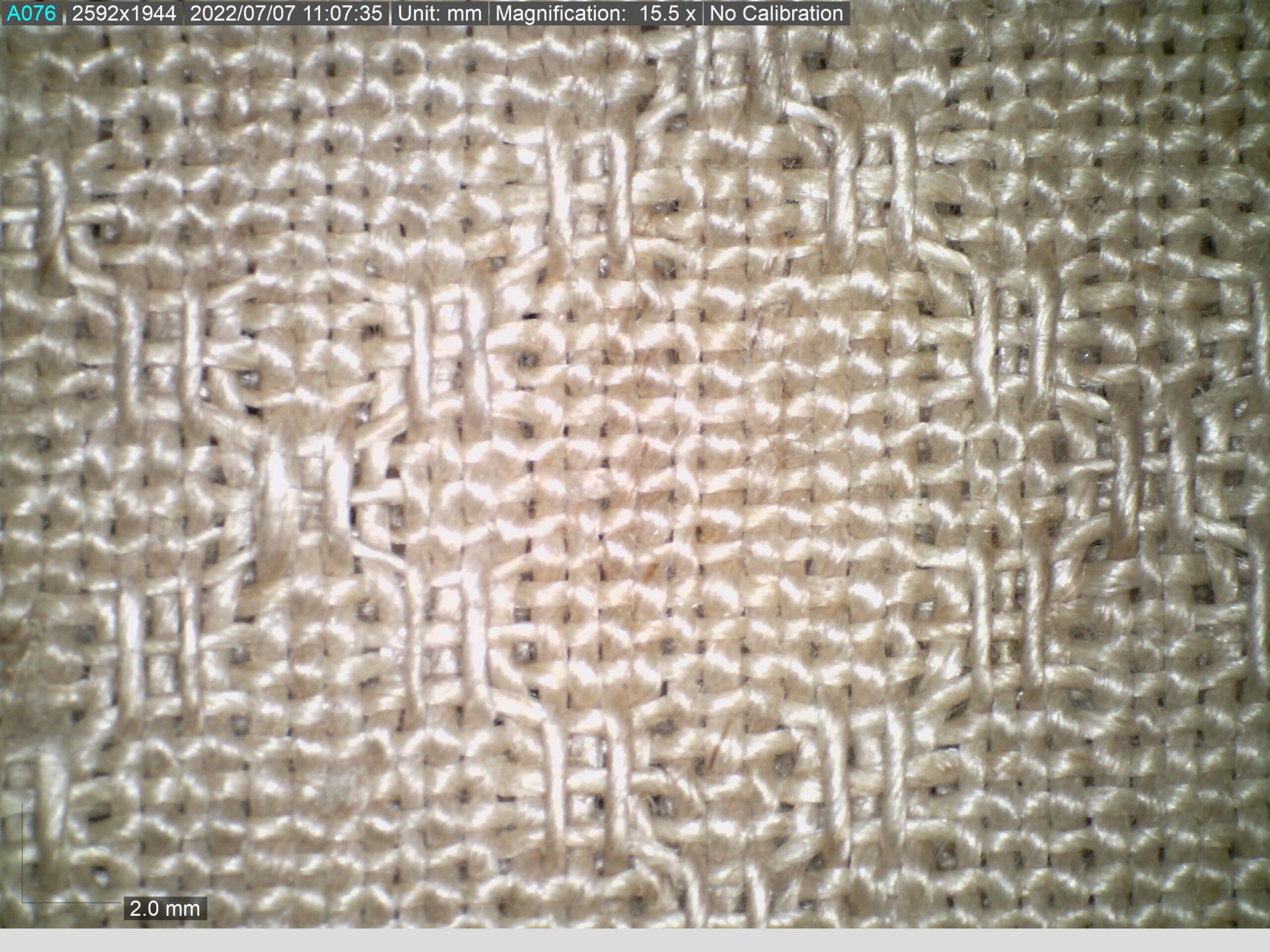
2006.282 is perhaps the highlight of the collection. It has a pale golden colour and is about 94cm wide. It has been partly finished, keeping the woven selvedges, but hemmed at the end and embroidered in red with “Osborne Kitchens 3” on the back and “VRI 1899” and a crown motif, on the front. This elaborate huckaback uses the same structure as 1970.553.3 and 1979.193.1 but creates a larger pattern in the threading and treadling. It can also be woven on a loom with 5 shafts. The sett is about 36 ends and picks per inch.
The notes on the box reads: “Kitchen Towel made from Lopham linen for kitchens of Osborne House, Isle of Wight home of Victoria and Albert and family”.
Notes
1. For more information about the linen industry in the Lophams, see Michael Friend Serpell (1980): A History of the Lophams; and Eric Pursehouse (1966) Waveney Valley Studies.
2. The museum’s numbering system seems to have changed at some point; e.g. 553.970.1 is now 1970.553.1
3. For a fuller discussion of the this weave structure see Patricia Baines (1989): Linen: Hand Spinning & Weaving.
Concering the locations of Ralph Watson and Thomas Jackson, and the distribution of linen manufacture in North Yorkshire.
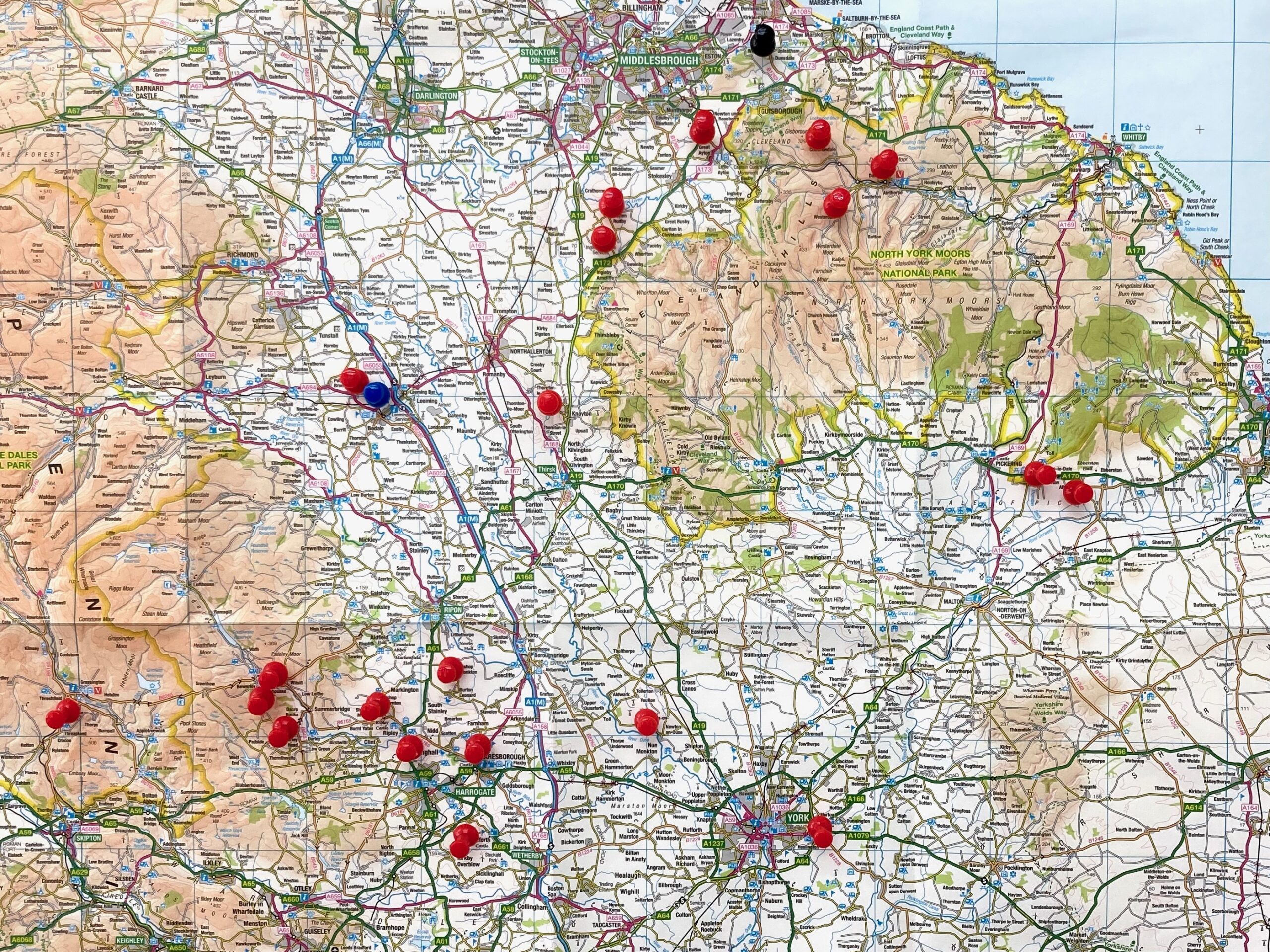
A map of North Yorkshire, with pins locating sites of linen weaving
IMG_1914
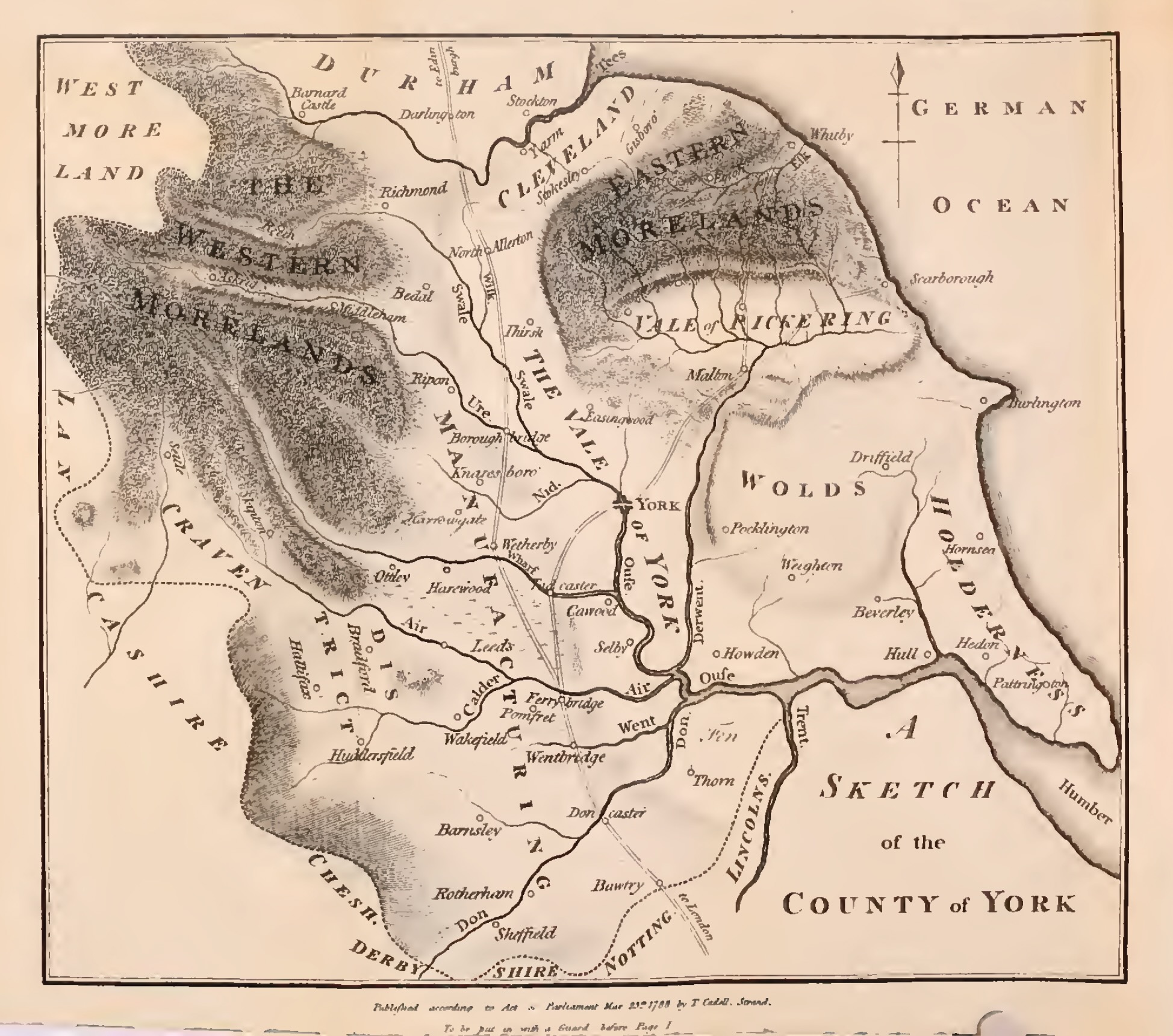
Map of North Yorkshire c1788, from "The Rural Economy of Yorkshire" by William Marshall.
The first image above is a map of North Yorkshire pinned to my studio wall. The black pin at the top right, near the mouth of the River Tees, locates the tiny village of Wilton, home to the three generations of eighteenth century weavers called Thomas Jackson – father, son and grandson – authors of the manuscript known as the Weavers Thesis Book in the Cooper Hewitt Museum in New York.
The blue pin near the A1 Motorway locates the village of Aiskew, near Bedale, about 30 miles from Wilton and home of Ralph Watson, author of the book of linen designs now in the North Yorkshire County Records Office, c 1800.
The red pins begin to answer a question: Is it just a coincidence that two of the best historical sources about pre-industrial linen weaving in England originate from this part of North Yorkshire? Or was there a pattern of linen manufacture in the area?
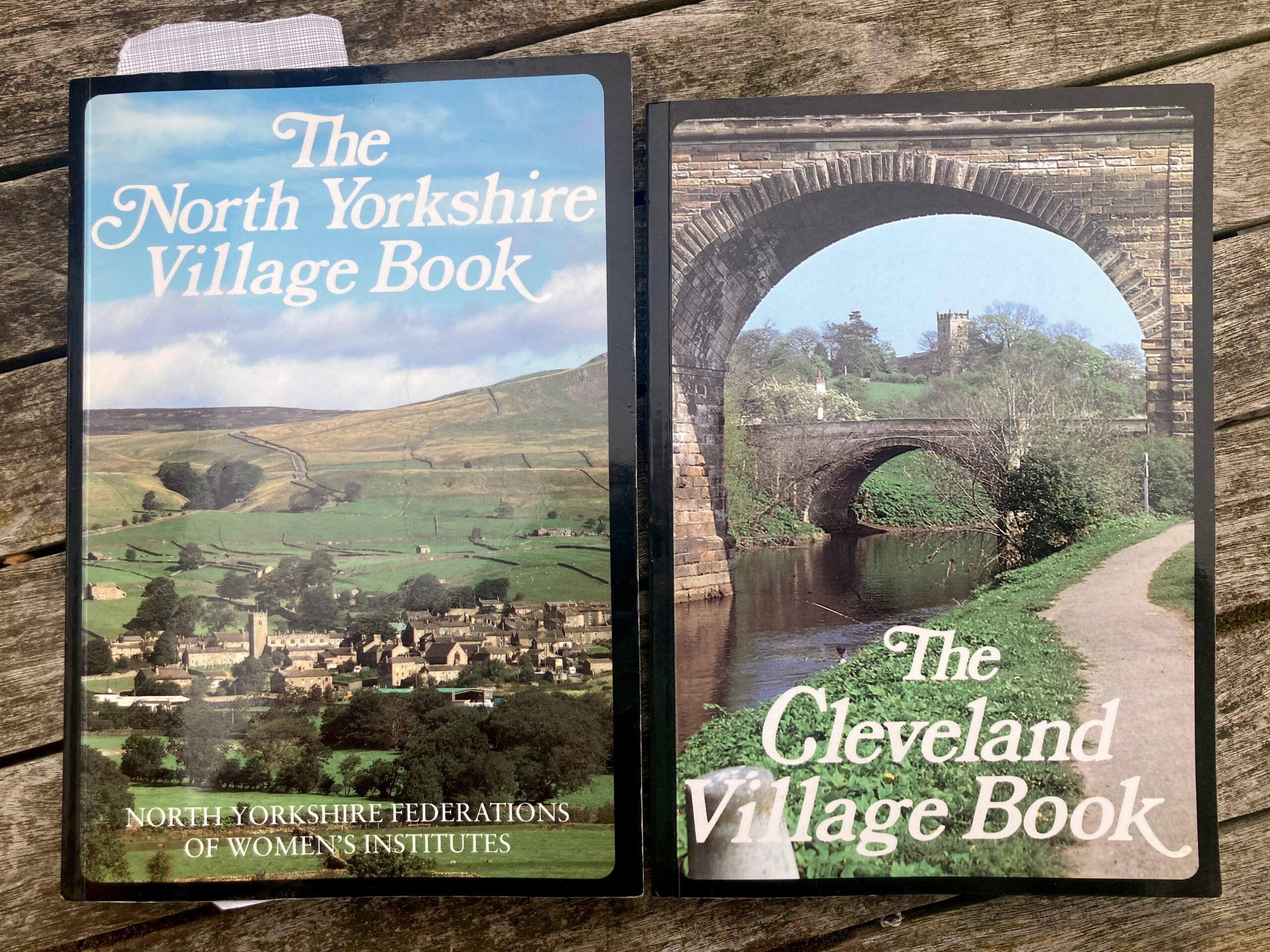
To get a better understanding of the context for these weavers’ manuscripts I turned to a source of local knowledge: the Women’s Institute Village Books. The North Yorkshire Village Book, first published in 1991, was compiled from contributions from members of the North Yorkshire Federations of Women’s Institutes. It covers less than a third of villages, the narrative is quite selective and sources are not referenced. It may not be the most rigorous of historical sources, but it was somewhere to start.
Each red pin on the map above locates a village which, according to the book, has some historical association with the cultivation, processing, spinning and weaving of flax or hemp. Given that the book is far from exhaustive, the actual extent of the linen industry must have been larger. Nevertheless, the distribution of locations does suggests some interesting patterns. The map indicates a concentration of linen industry in the area around Knaresborough and Nidderdale at the south east of the upland area now known as the Yorkshire Dales, and a scattering of industry around the southern and north-eastern edges of the Yorkshire moors. It is interesting to compare my map with the map from 1788 included in William Marshall’s The Rural Economy of Yorkshire.
Since I did this pin-sticking exercise I have found some better sources of information. No one has written a comprehensive history of linen weaving in Yorkshire, or England, or the British Isles, but I recommend the following:
A History of Nidderdale by the Pately Bridge Tutorial Class, edited by Bernard Jennings. A model of rigorous historical study with some chapters dedicated to the evolution of the local linen and hemp industry which was particularly significant in the 18th and 19th centuries.
The East Anglian Linen Indutry: Rural Industry and Local Economy 1500-1850, by Nesta Evans (1985). The most comprehensive and detailed study of the history of linen weaving anywhere in Britain.
A History of the Lophams by Michael Friend Serpell (1980). With several chapters dedicated to the history of linen weaving in North & South Lopham, Norfolk, up to 1925.
The Linen Industry of Shropshire, Hilary Green (1981), (article), in Industrial Archaelogy Review, Volume V, Number 2, Spring 1981.
Concerning a grave in Yorkshire and a manuscript in a New York museum.
.
Gravestone in St. Cuthbert's churchyard, Wilton, North Yorkshire
Detail from page 45 of Weavers Thesis Book, Cooper Hewitt Museum, (accession number 1958:30:1)
In the churchyard of St. Cuthbert’s, in the hamlet of Wilton, near Lazenby in the North Riding of Yorkshire, is a gravestone bearing the following inscription:
In Memory of Jane Wife of Thomas Jackson Buryed Oct br. ye 13th 1758 Aged 26 years
To those who for her loss are griev’d This consolation given…
The rest of the epitaph is now obscured by long grass, but there’s no need to try to decipher it because it was also written down on paper.
Thomas Jackson, husband of Jane, was a weaver and the author, along with his father and son, both also called Thomas, of a manuscript now in the Cooper Hewitt museum in New York, where it is known as Weavers Thesis Book(accession number 1958:30:1). The manuscript, a notebook of sixty-four carefully inked pages, is a unique and precious document providing insight into the life and practice of three generations of weavers in 17th and 18th century Yorkshire. It records details about the cloth they were making alongside family births, deaths and weddings. Life and work side by side.
We know from the notebook that this Thomas Jackson married Jane Scarth of Lazenby in 1754. They had a son called Thomas in 1755, and a daughter called Mary in 1756. Jane died five hours after giving birth to their second daughter, who would also be called Jane, at 2 o’clock in the afternoon of 13th October 1758.
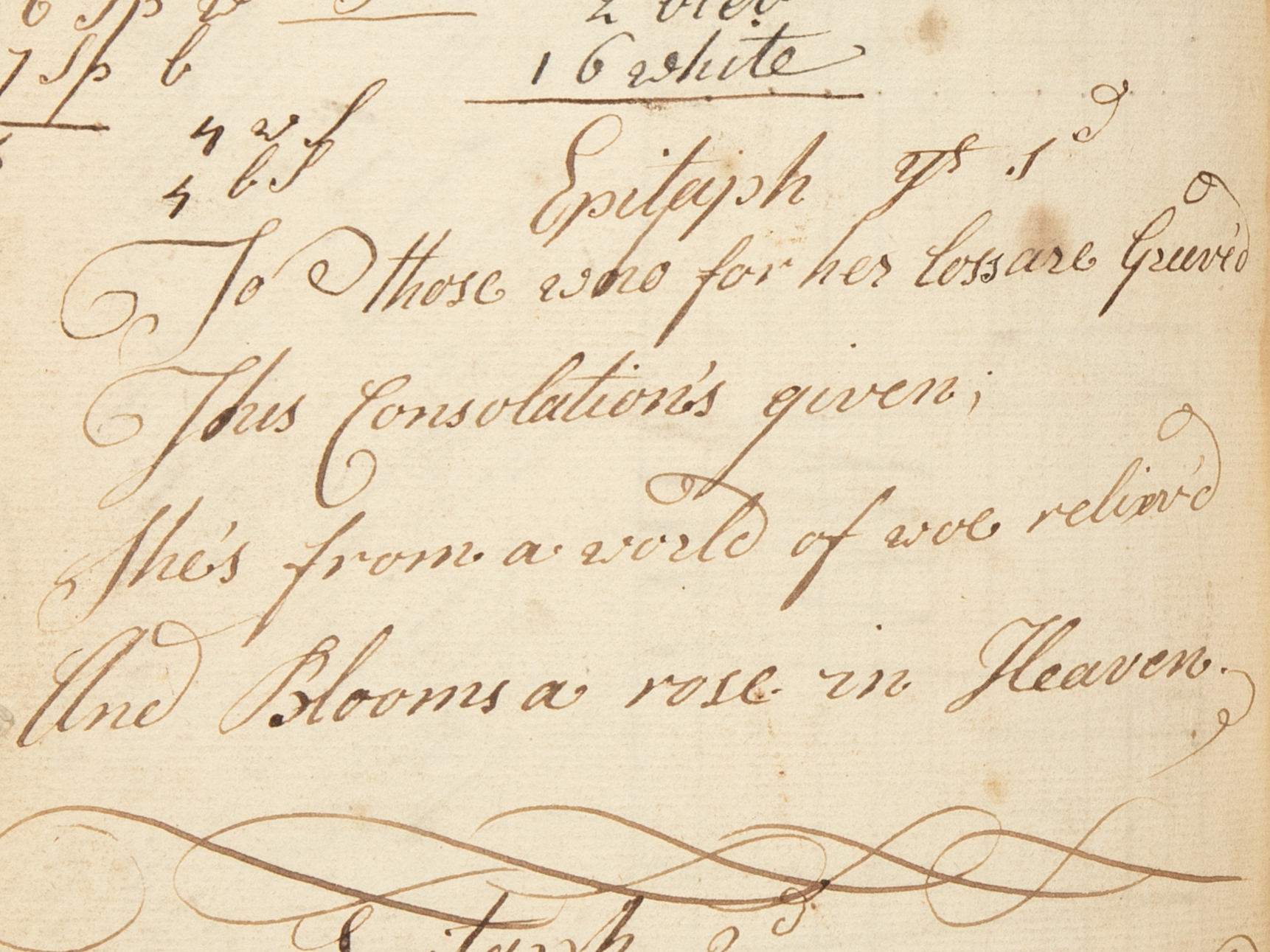
In the book, Thomas wrote down three alternative epitaphs for his wife. The first reads as follows:
To those who for her loss are griev’d This consolation given She’s from a world of woe reliev’d And blooms a rose in heaven.
(Read this for more about the Thomas Jacksons and the Weavers Thesis book)
Concerning a nineteenth century loom and the recollections of a hemp worker in the French Alps.
Ecomusée du Clos Parchet
The star exhibit of the Ecomusée du Clos Parchet is the building itself, situated on a mountainside in the Haute Savoie, built in 1815 and now preserved as a typical example of a traditional Savoyard farmhouse. The form of these farmhouses evolved over centuries to be exquisitely fit for purpose. The stone-built bottom storey is divided into two, with a byre for cattle, sheep & pigs on the north side, and living quarters on the south. A tapering chimney, large enough at the bottom for smoking hams, runs up from the kitchen through the timber built barn which comprises the upper story and where winter feed was stored. The building now houses an astonishing array of old tools and household items, including a loom dated 1868.
Our museum guide Nora explained how most farmers in the region had two farms, one in the valley and another on the mountainside. Hemp was one of the crops grown in the valley, for processing into yarn for weaving. The museum has an interesting collection of hemp processing equipment and antique hempen textiles, including tablecloths, blankets and items of clothing.
The growing and weaving of hemp was once common across Europe. In Britain it had largely disappeared by the early 19th century, but before that the english word ‘linen’ was used to refer to cloth made from either flax or hemp, and the latter was easier to grow. I have not found any examples of old hempen cloth in Britain.
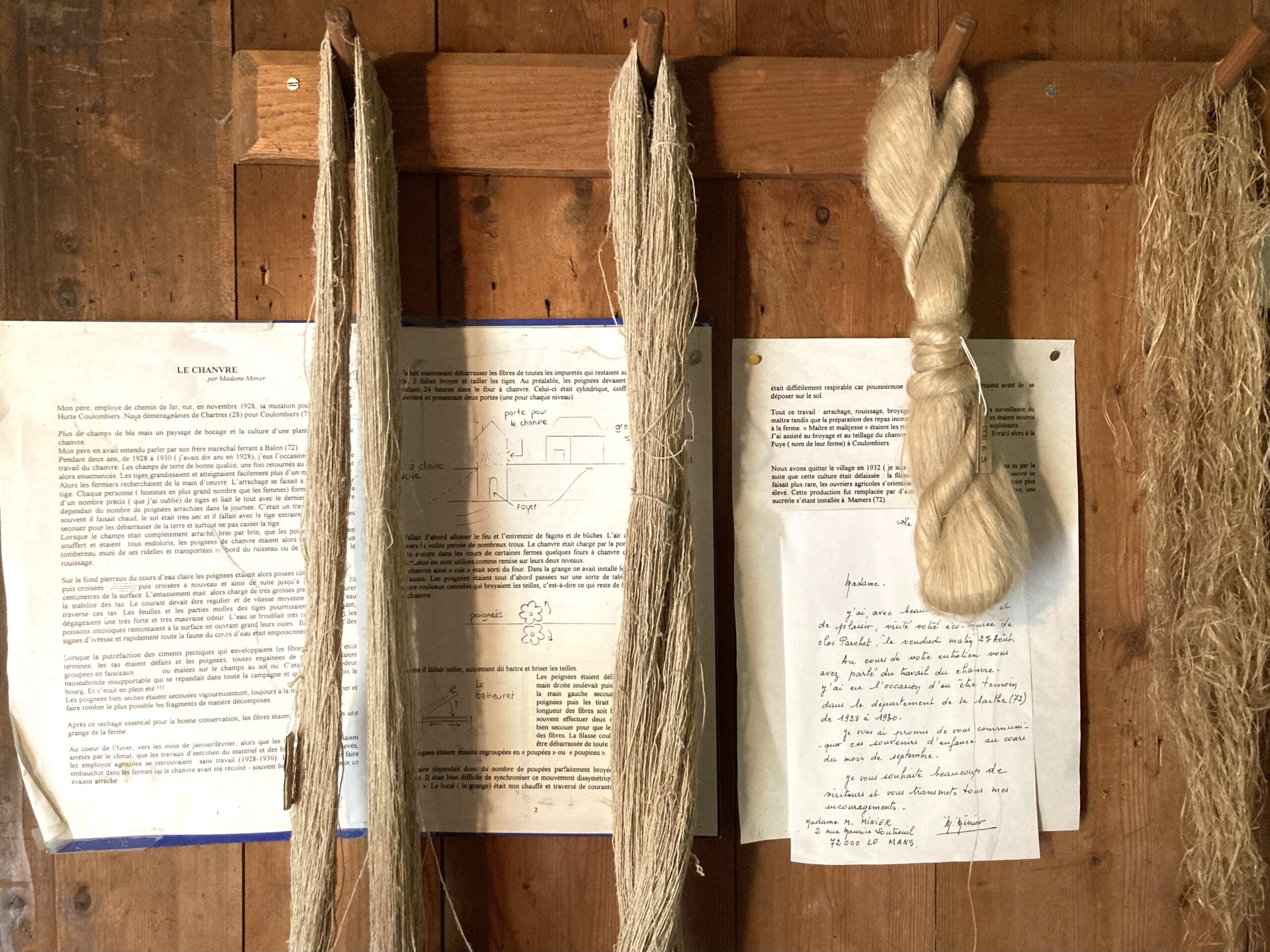
Le Chanvre
Pinned to the museum wall is a letter from a Madame Minier who, after visiting the museum in 2000, was moved to share her experience of harvesting and processing hemp. She had worked on a farm in Coulombier, Pays de la Loire, in North West France, in 1928-30.
Here is my translation of Madame Minier’s story:
LE CHANVRE by Madame Minier
My father, a railway employee, was transferred to the Gare La Hutte Coulombiers in November 1928. We moved from Chartres to Coulombiers. I swapped a landscape of wheat fields for one of pasture, and the cultivation of a new crop – hemp. My father had heard about it from his brother who was a farrier in Balon.
For two years, from 1928 to 1930 (I was ten years old in 1928), I had the opportunity of doing hemp work. Fields of good quality soil were ploughed and then sown. The stems grew tall and easily reached over a meter in height. The farmers were looking for labour. The uprooting was done by hand, a stem at a time. Each person (more men than women) would make bundles of a specific number (which I forget) of stems and tie them all together with the last strand. Your earnings depended on the number of bundles pulled out during the day. It was very arduous work, often it was hot, the soil was very dry and it was necessary to extract the roots with the stem and shake them to get rid of the soil, and above all not to break the stems.
By the time the field had been completely uprooted, a stem at a time, and your wrists were aching as a result, the bundles of hemp were piled up in a truck fitted with its sides, and transported to the edge of the stream or the river, for retting.
The bundles were then placed side by side on the stony bottom of the clear stream, then crossed and crossed again and so on until about 20 to 30 centimeters from the surface. The piles were then loaded with very large stones to ensure their stability. The current had to be regular and of medium speed for the water to pass through these piles. The leaves and the soft parts of the stems rotted and in doing so gave off a very strong and very bad smell. The water became cloudy very quickly and the poisoned fish rose to the surface, opening their gills wide. They showed signs of drunkenness and quickly all the fauna of the river was poisoned.
When the putrefaction of the pectic cement which enveloped the hemp fibers was finished, the piles were undone and the bundles, all sheathed in rot, were grouped in bigger bundles or spread out on the bare ground. There was then an unbearable nauseating smell that spread throughout the countryside and sometimes reached the town. And it was in the middle of summer!!!
Once well dried the bundles were shaken vigorously, still by hand, to loosen and remove as many fragments of decomposed material as possible. After this drying, essential for preserving the fibres, the bundles were stored in a barn.
In the heart of winter, around the months of January / February, when the agricultural work had stopped because of the weather, and once the maintenance work on equipment and buildings was completed, the agricultural employees found themselves without work. They would then be hired on the farms where the hemp had been harvested – often many of them relocating for the work.
It was now necessary to rid the fibers of all the impurities that remained. For this it was necessary to crush and cut the stems. First, the bundles had to be heated for 24 hours in the hemp oven. This was cylindrical, topped with a pepperbox roof and with two doors (one for each level).
It was first necessary to light the fire and maintain it with fagots and logs. Hot air rose through a vault pierced with numerous holes. The hemp was loaded through the top door. There are still a few farmyards with hemp ovens that are no longer maintained or are used as sheds on both levels.
The “cooked” hemp was then taken out of the oven. In the barn we had installed the rollers and the breaking machines (les teilleuses). The bundles were first passed over a kind of table and between two or four fluted rollers which crushed the hemp – that is to say what remained of the bark of the hemp stalks.
Then it was necessary to break or beat the stalks.
The bundles were untied. While the right hand lifted and then lowered the blade, the left hand shook the bundles side to side and then pulled them so that the entire length of the fibers was well treated. It was often necessary to make two or three passages and to shake well to detach the bark from the fibers. The pale straw-colored tow had to be cleared of all impurities.
These bundles were then grouped into “poupées” ou “poupines”. (Note: I cannot find equivalent English terms for poupées or poupines.)
The salary therefore depended on the number of “poupées” perfectly crushed and cut during the day. It was very difficult to synchronize this asymmetrical movement, you had to get the hang of it. The room (the barn) was unheated and draughty. The atmosphere was hard to breathe because it was dusty: the light hemp fragments fluttered in the air before coming to rest on the ground.
All this work: uprooting, retting, crushing and breaking, was done under the supervision of the master while the mistress prepared the meals. The workers were fed on the farm. The owner-operators were referred to as Master and Mistress (Maître et maîtresse). I worked at the breaking and scutching of hemp at the farm called La Fuye, owned by Mr. & Mrs. Evrard, in Coulombiers.
We left the village in 1932 (I went to a boarding school in 1930) and later learned how the cultivation of hemp declined: the fibre sold less well, labor became scarce, farm workers moved to the city and demanded a higher salary. Hemp was was replaced by other crops, including beet, a sugar factory having been set up in Mamers.
The following is a transcription of the documentary film Bäuerliche Leinenweberei 4: Herstellen von Leinwand, with my translation of the original German commentary presented alongside stills from the corresponding scenes in the film.
The film is the fourth in a series recording the re-enactment of traditional linen weaving in the town of Dickenshied in 1978/9, produced by Landschaftsverband Rheinland.
All images courtesy of Landschaftsverband Rheinland.
(Watch the original film here. For more information about the films read this.)
Stills from Bauerliche Lienenweberie (courtesy Landschaftsverband Rheinland)
Bäuerliche Leinenweberei: 4: Herstellen von Leinwand Rural Linen Weaving in Germany: 4: Weaving the Cloth
Commentary
In the Hunsrück region, the cultivation of flax and the weaving of linen were widespread until the beginning of the twentieth century. Here in Dickenschied, near Simmern, linen was woven for domestic use during the winter from Martinmas to Candlemas.
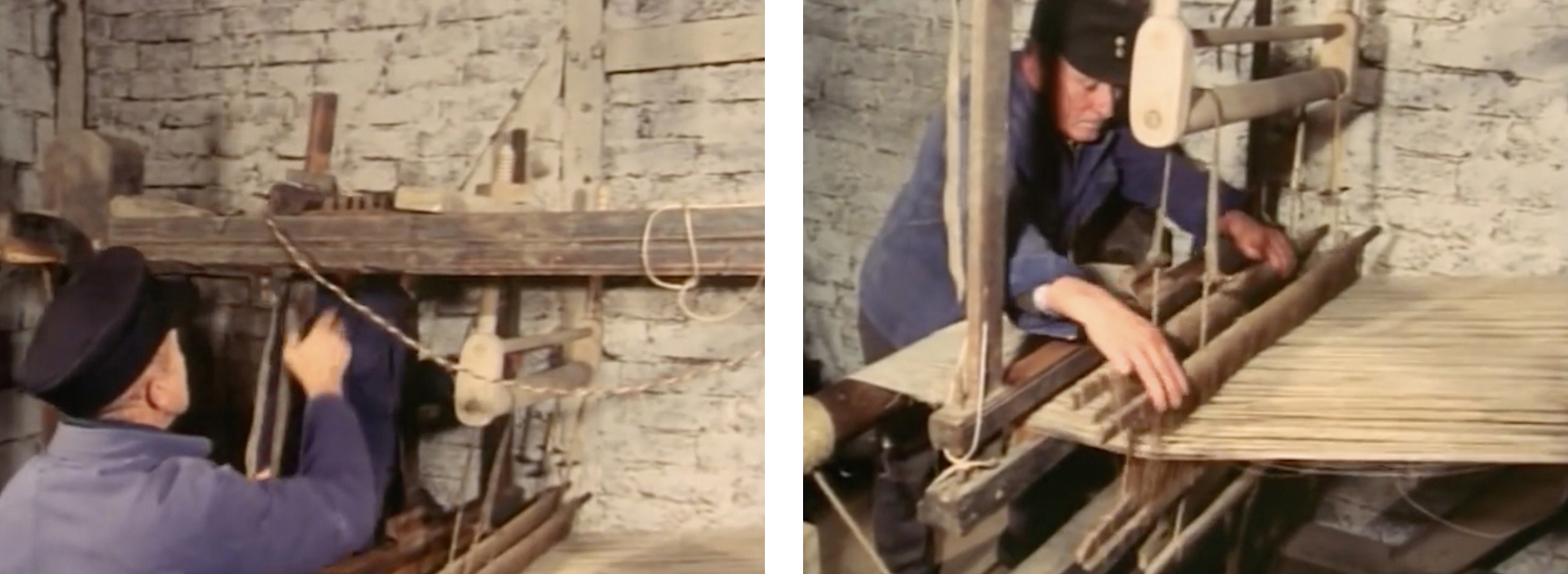
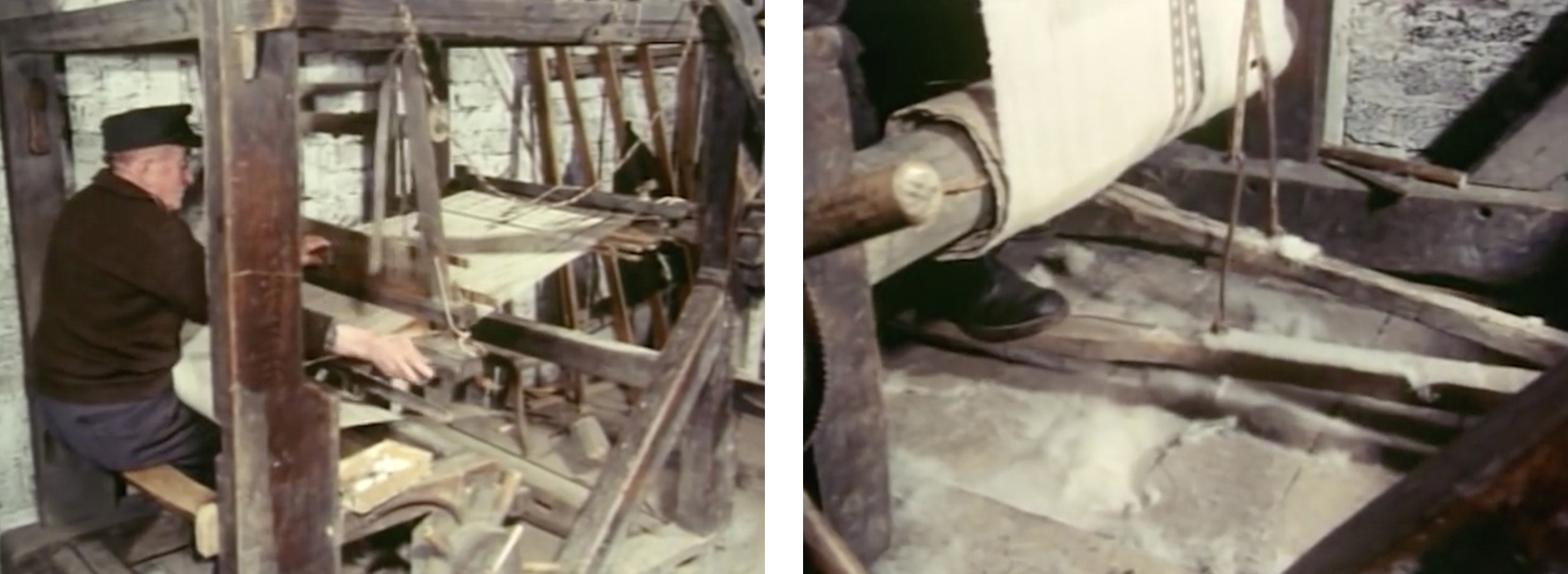
For this documentary film, the manufacture of cloth is being re-enacted in the courtyard of 27 Kirchbergstraße. The nearly forgotten skills of the handloom will be demonstrated by Wilhelm Mosel, accompanied later in the film by Albert Gebert, both of whom used to weave at home.
After Wilhelm Mosel and his assistant Otto Klos have wound and stretched the warp, they check the functioning of the loom. To do this, they hang the lay and the harness in their final positions.
The reed must slide easily over the threads.
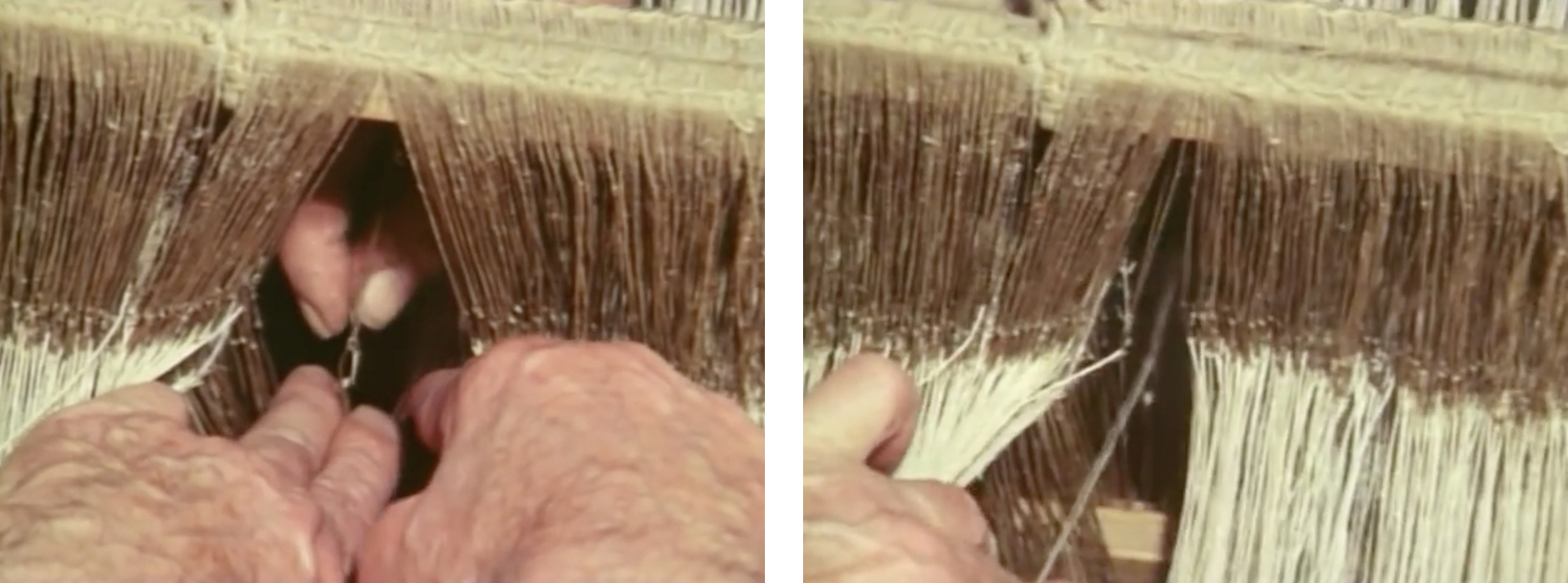
When Wilhelm Mosel pulls half of the warp threads up and the other half down, the individual threads must not get caught. It is important that the ‘sheds’ formed in this way open easily so the weft thread can be passed through.
Otto Klos hangs the ‘donkey’ (den Esel), an octagonal wooden weight, on the cross sticks in the middle of the warp. This is also weighted with a horseshoe. This pulls the cross sticks backwards towards the warp beam during weaving.
Before Wilhelm Mosel starts weaving, his assistant turns the cloth beam to tighten the warp.
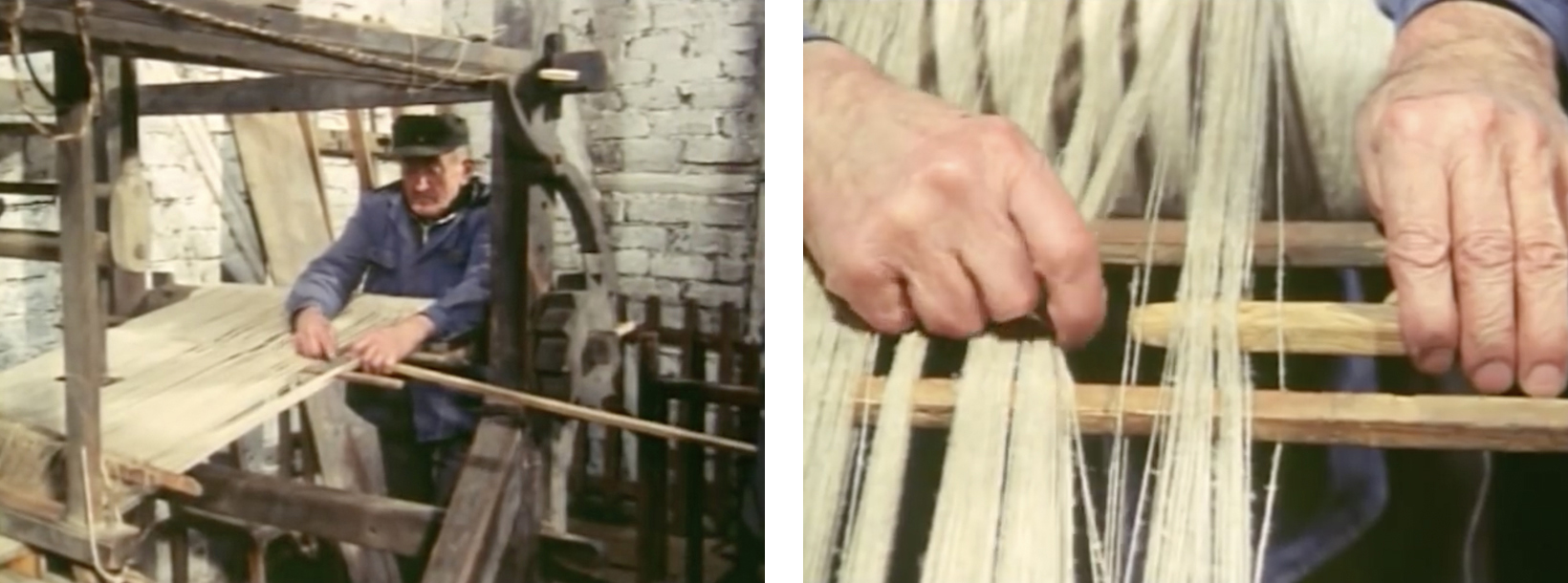
A shuttle and a bobbin with weft yarn are needed for weaving. Wilhelm Mosel now fits the bobbin, made from an elder branch, onto the wicker stick of the little boat-shuttle. The weft yarn is guided through the side opening of the shuttle and unwinds easily as the shuttle slides through the shed.
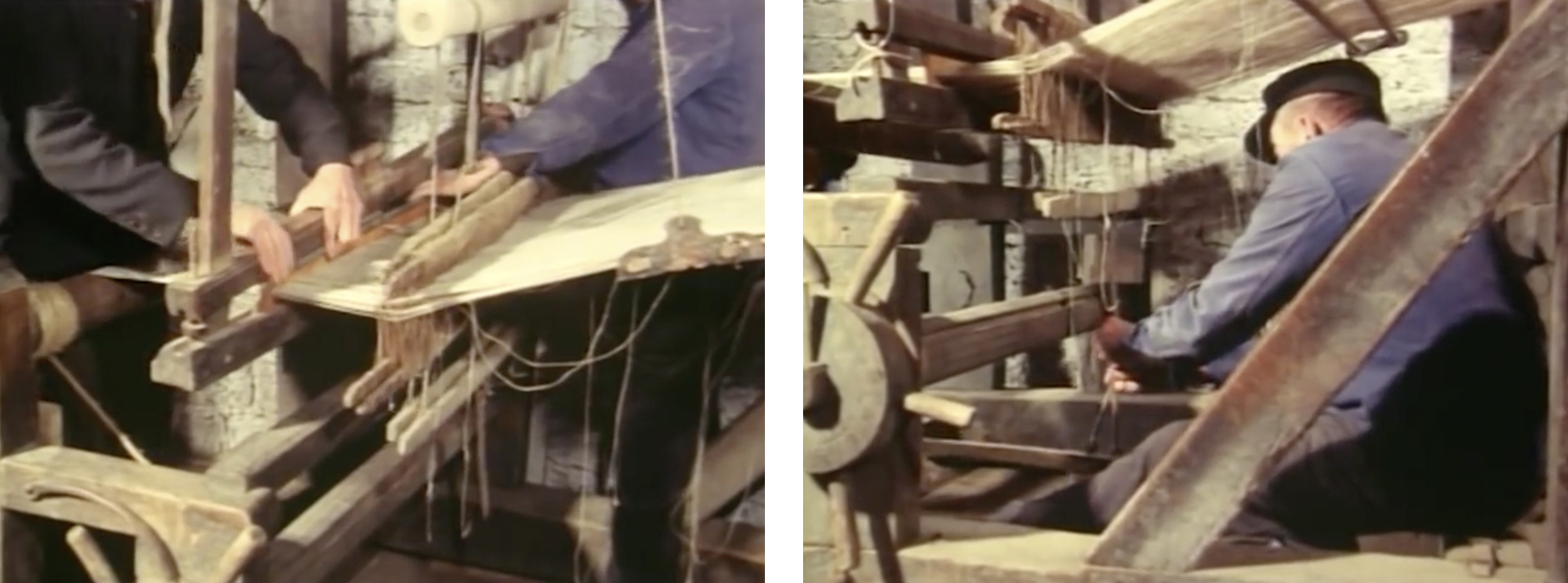
Now the weaving can start. The weaver throws the shuttle through the shed formed by the shafts and thereby inserts the weft at right angles to the warp. With the lay he beats the weft into the fabric. In this way he checks whether all the parts of the loom are in working order.
A broken thread interrupts the weaving process.
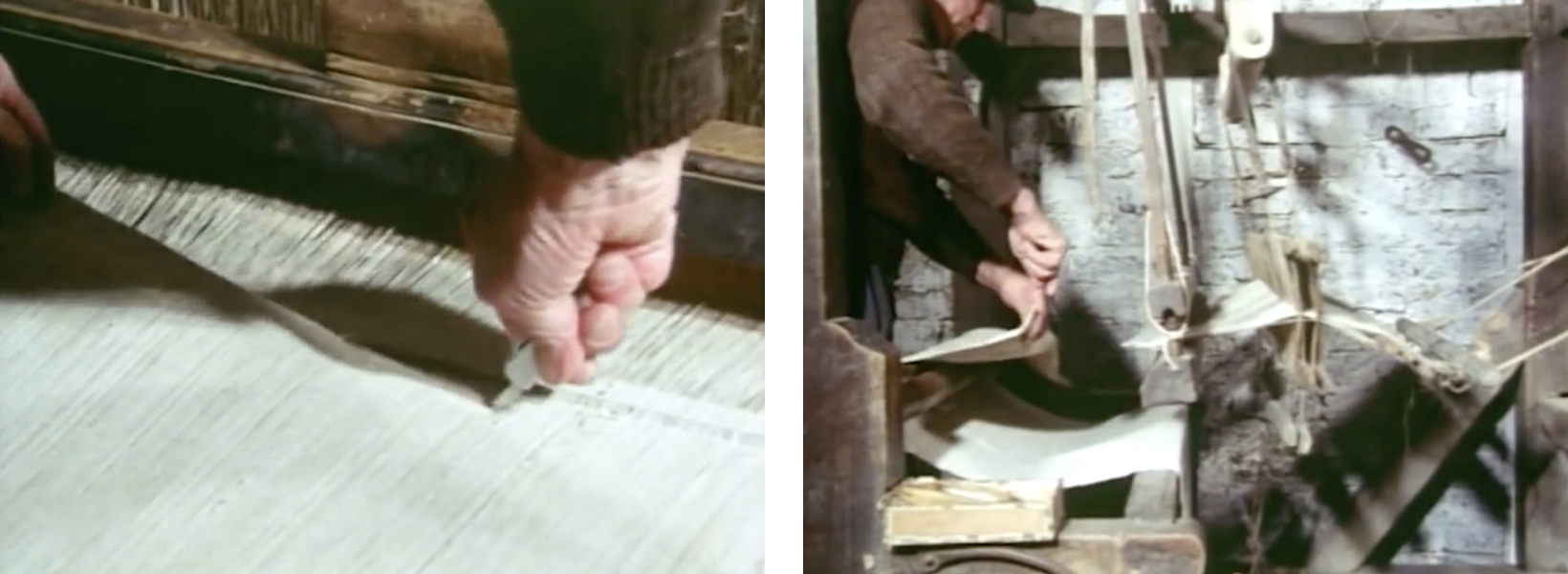
Later, the edge of the fabric will be smoothed out with a flat piece of slotted wood, known in the trade as a ‘Salwend‘. After a few trial throws it is evident that the preparatory work of warping and setting up has been done well.
They are making a typical plain-weave cloth.
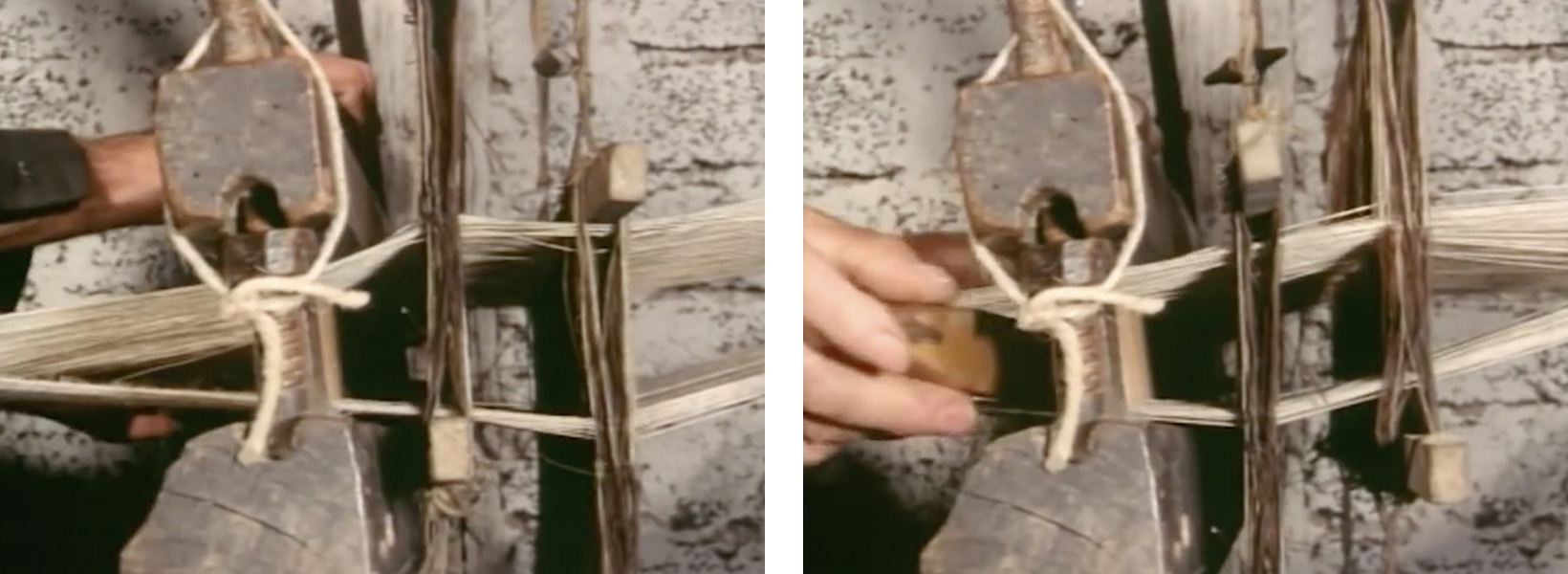
Otto Klos now replaces the small, serpentine brake pawl with a large, heavy one. This must be able to withstand the pressure of the tensioned warp during weaving.
Later, the weavers can use a cord to release the lock on the warp beam, by one tooth of the wheel at a time, so that the warp can be advanced.
Once Wilhelm Mosel has woven about 10 cm of fabric he can insert the temple. This consists of two slightly curved, flat pieces of interlocking wood. They have metal teeth at the ends, which the weaver hooks into the edges of the fabric. The temple keeps the working area of the cloth taut during weaving.
The lay beats well and the shuttle can be thrown easily through the shed. The loom is working.
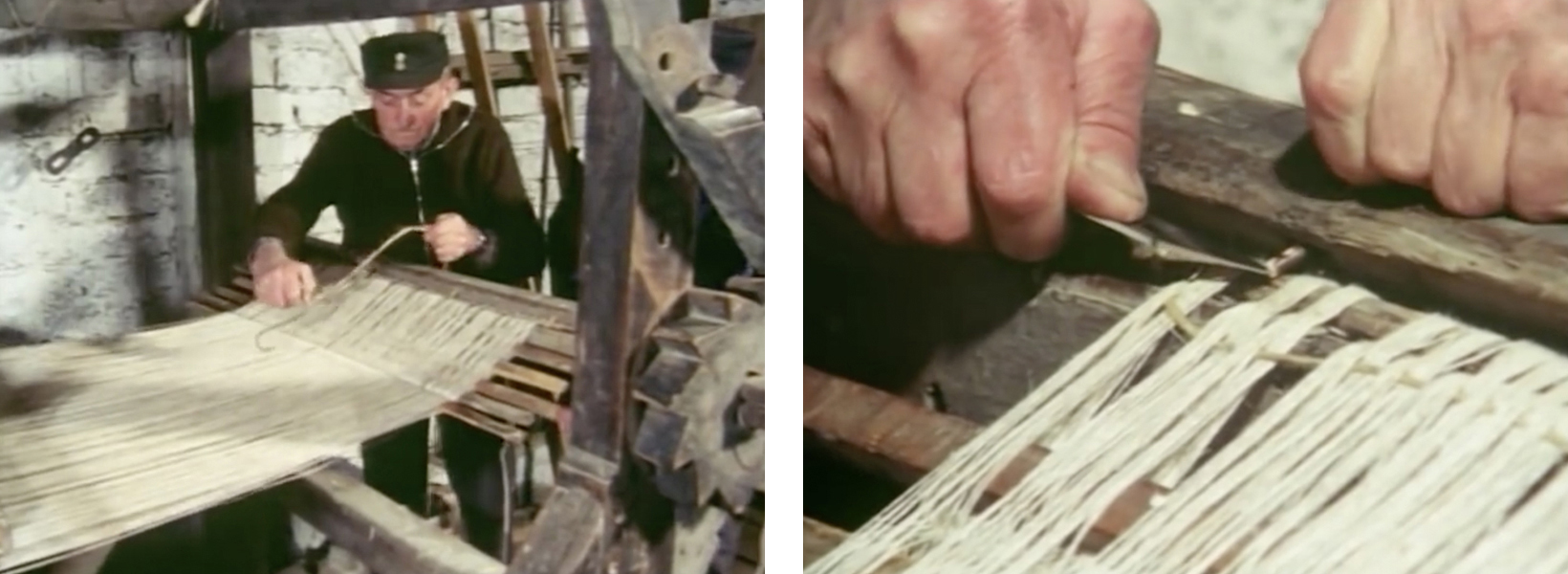
The following day Wilhelm Mosel continues the work. He has already woven about a meter and a half of fabric wound on the breast beam.
A faster linen weaver could weave up to 10 cubits, or about 5m of cloth in one day.
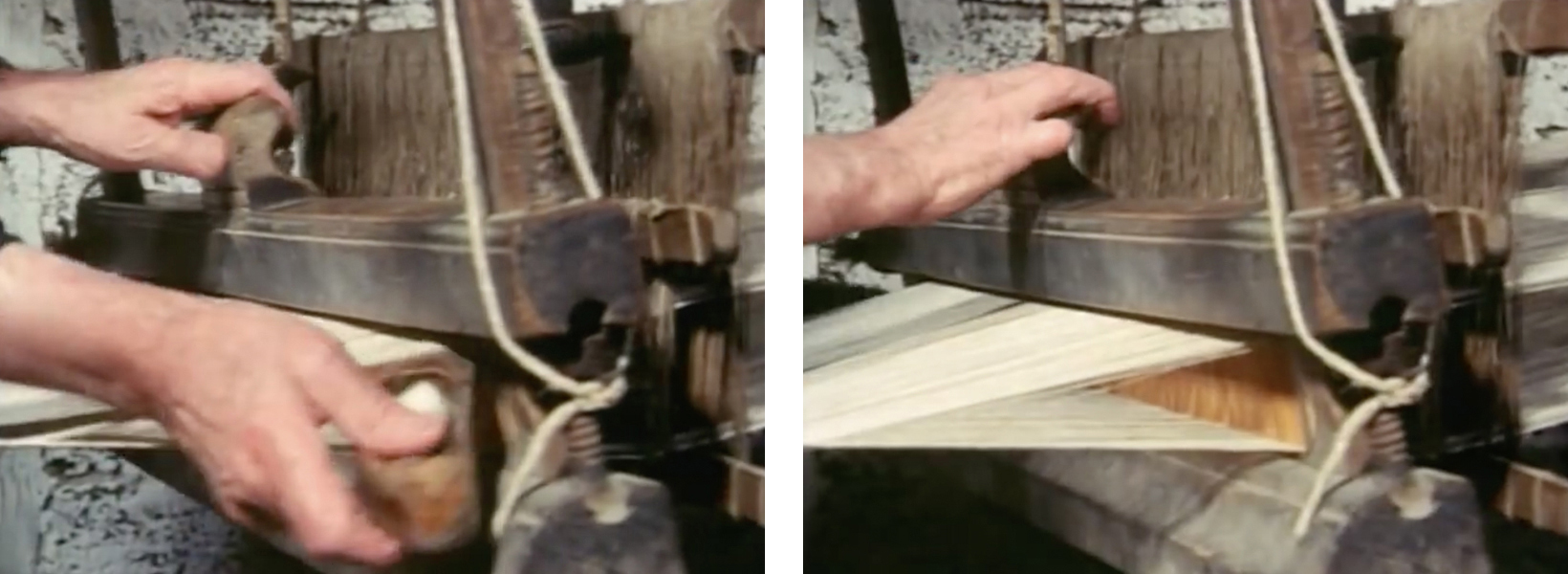
One can clearly see how the shafts form the shed into which the shuttle carrying the weft is thrown.
With this simple plain-woven linen every second thread in the warp is lifted when a treadle is depressed. After throwing the shuttle and beating with the lay, the weaver steps on the other treadle so that the warp threads that were previously on top are now pulled down and those on the bottom are lifted. This is how the typical weaving rhythm is created.
After Wilhelm Mosel has woven enough fabric he can stretch the finished section of the cloth on the cloth beam. To do this, the cord from the breast beam is first undone. The men unwind the beginning of the woven fabric.
Otto Klos places the willow stick with the beginning of the warp in the slot on the cloth beam and then rolls up the cloth with the help of the locking wheel.
The fabric and the warp are tightened by turning the cloth beam which retains its tension with the locking device.
Once the men have done this, the preliminary stage is complete.
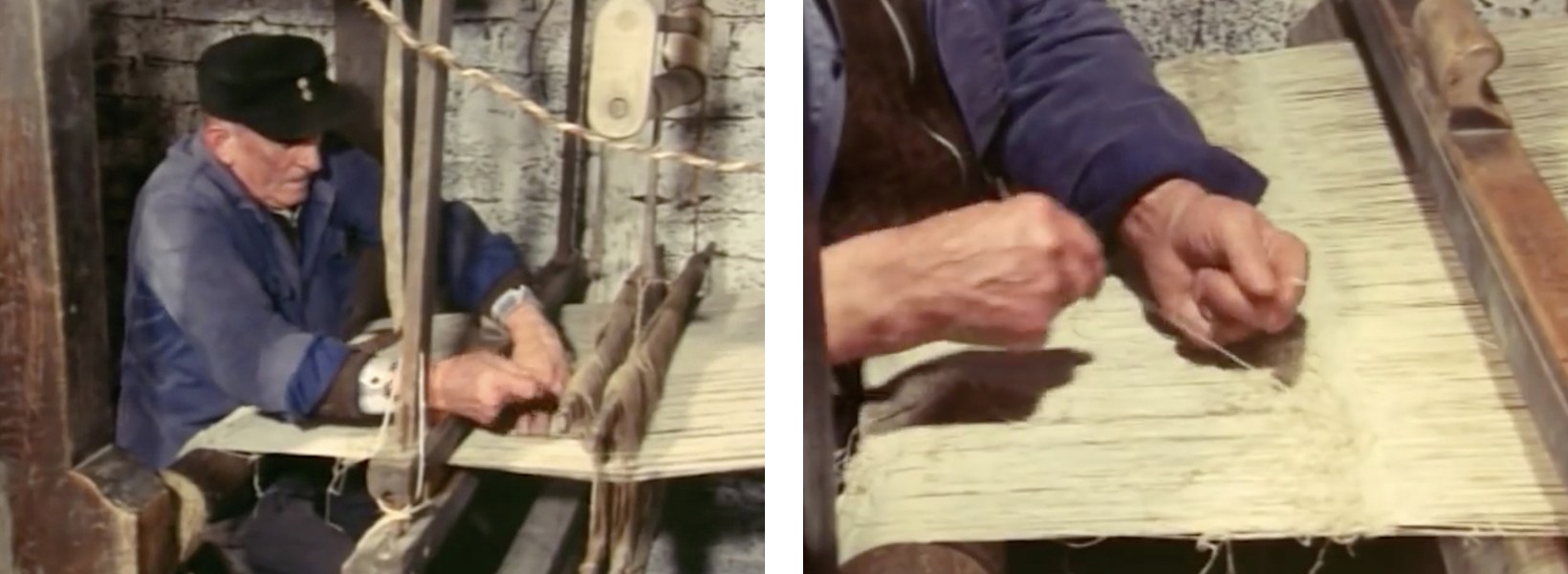
Albert Gebert has replaced Wilhelm Mosel as weaver.
On a farm, depending on the workload, several people would sometimes take turns weaving linen for their own use. If linen was being produced for sale, however, only one weaver would work on it. In this case great importance was attached to a uniformly woven cloth. Since every weaver has a slightly different beat, a change of weaver is immediately noticeable through a denser or looser weave.
The weft bobbin is empty. So Albert Gebert puts a new bobbin in the shuttle.
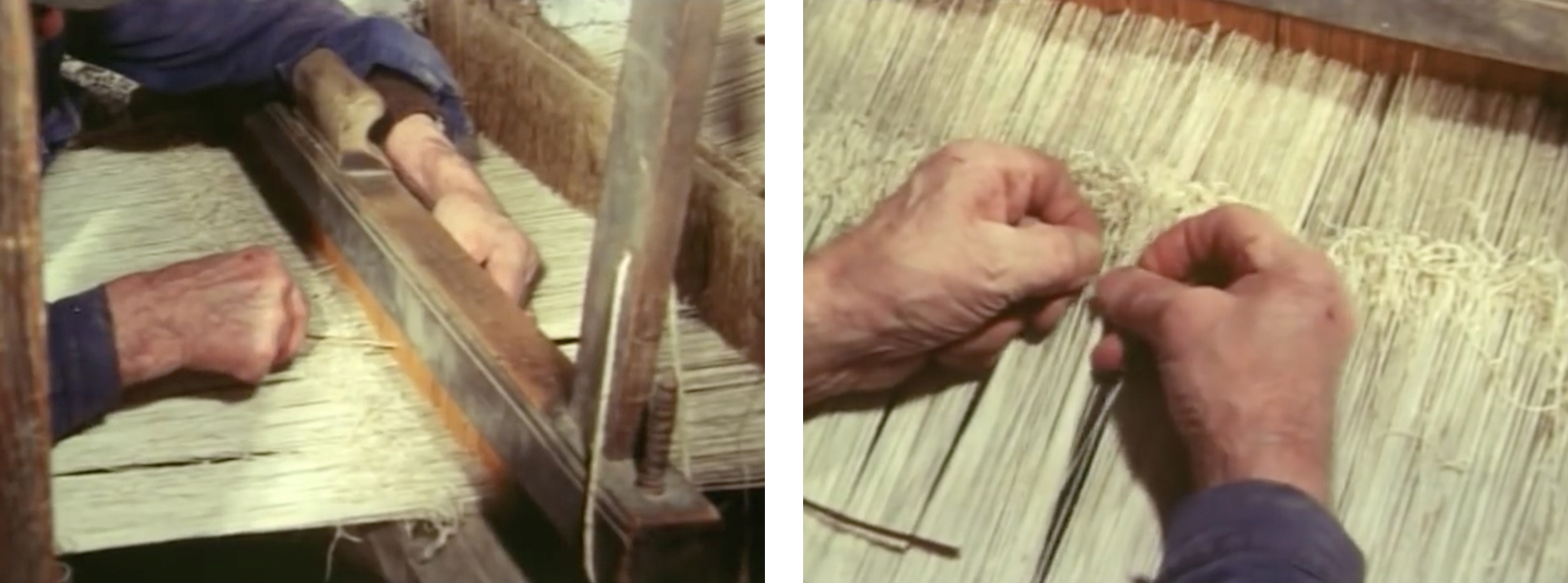
Old and new threads are tied together with the weaver’s knot.
So that there is always enough weft to hand, it must be wound onto the hollow elder sticks as the weaving proceeds. This is done by Otto Klos, using the bobbin winder. The hollow stick is first placed on the spindle of the winder. The thread from a large spool of linen yarn left over from the warp is now wound onto the small bobbin.
While Otto Klos turns the wheel with his right hand, he guides the thread evenly onto the elder stick with his left hand.
Winding the weft was primarily the work of women and children. From 1850 onwards, professional weavers faced increasing competition from fabrics that were produced more quickly and cheaply on an industrial scale. If they wanted to maintain their orders and earnings, they had to use all the labour available in the family. In commercial home-weaving, children as young as five were therefore used for weft winding.
They often had to sit for hours at the bobbin winder, which had a serious impact on their mental and physical development. In the school records of the time one often reads complaints about this work obligation and the associated school absence.
Again and again during weaving Albert Gebert moves the temple further back to keep the cloth taut in the working area.
He smooths the selvedges with the ‘salwend‘. This prevents the edge from becoming uneven or fraying.
Unlike warp warping and threading, plain linen weaving requires no special skills. Intricate pictorial patterns and weaves were typically crafted on special looms. These had up to 25 shafts and treadles, the operation of which required a high level of concentration and, most importantly, long manual training. For rural weaving like this, however, only simple looms with a maximum of 2 to 4 shafts were used. This rural linen weaving was therefore drab, monotonous work.
In the Hunsrück, rural linen weaving had existed for several centuries but only became very important in the 19th century. This is documented by Prussian trade statistics. For example, in 1817 only 90 linen looms were registered in the district of Simmern, but by 1861 that number had already increased to 1167, the peak number in what was then the Rhine province.
You can clearly see the shed. Here the weaver throws the shuttle through the shed by hand. The flying shuttle did not become widely used in this region until the beginning of the 20th century. Invented in England as early as 1733, this device allows the shuttle to be thrown back and forth by a short pull on a cord attached to a driving mechanism, considerably speeding up the weaving process.
Again and again, the weaver releases the locking mechanism in order to advance the warp and wind up the finished fabric.
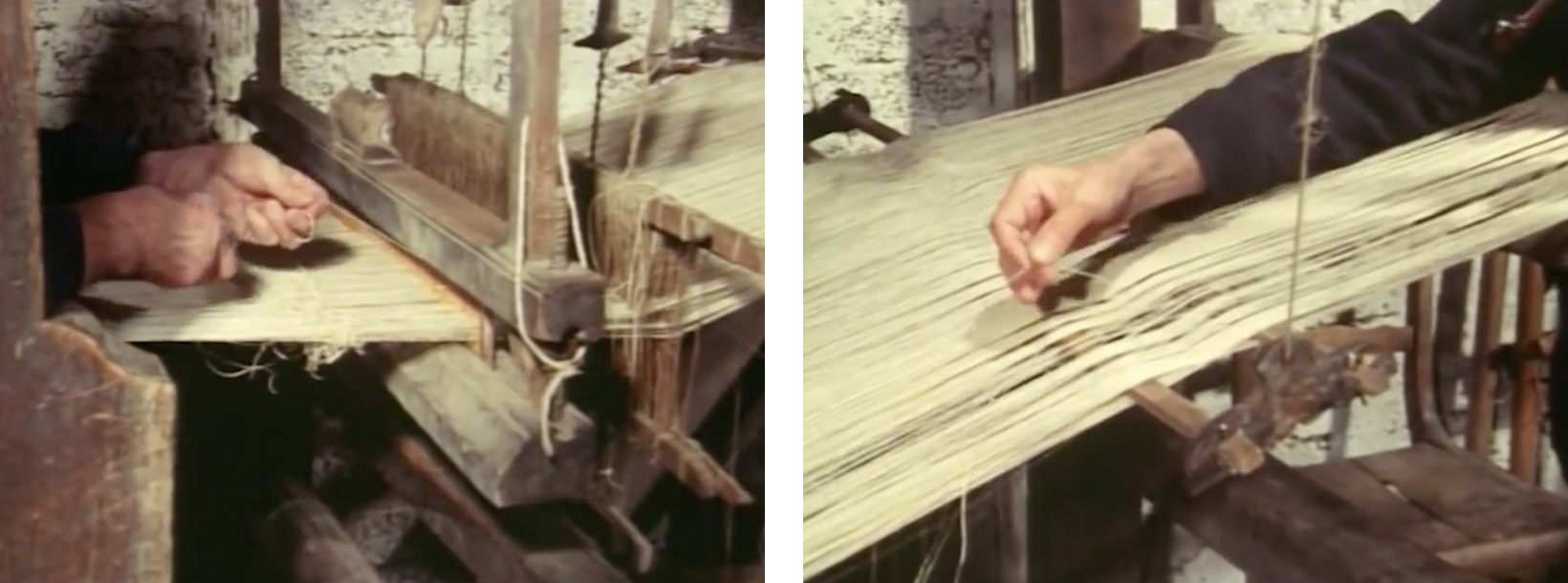
Occasionally it happens that individual warp threads break. They must be knotted immediately so that there are no faults in the fabric.
Albert Gebert guides the thread through the reed and attaches it to the temple so that he can continue weaving. The end of the thread will later be sewn into the finished fabric and cut off.
The weaver often has to dress the warp threads, that is, coat them with the flour paste. This makes them smoother and more hard-wearing.
To do this, he pushes the cross sticks apart and pulls the warp threads taut.
Albert Gebert applies the rye flour paste thinly, from above and below, with two brushes.
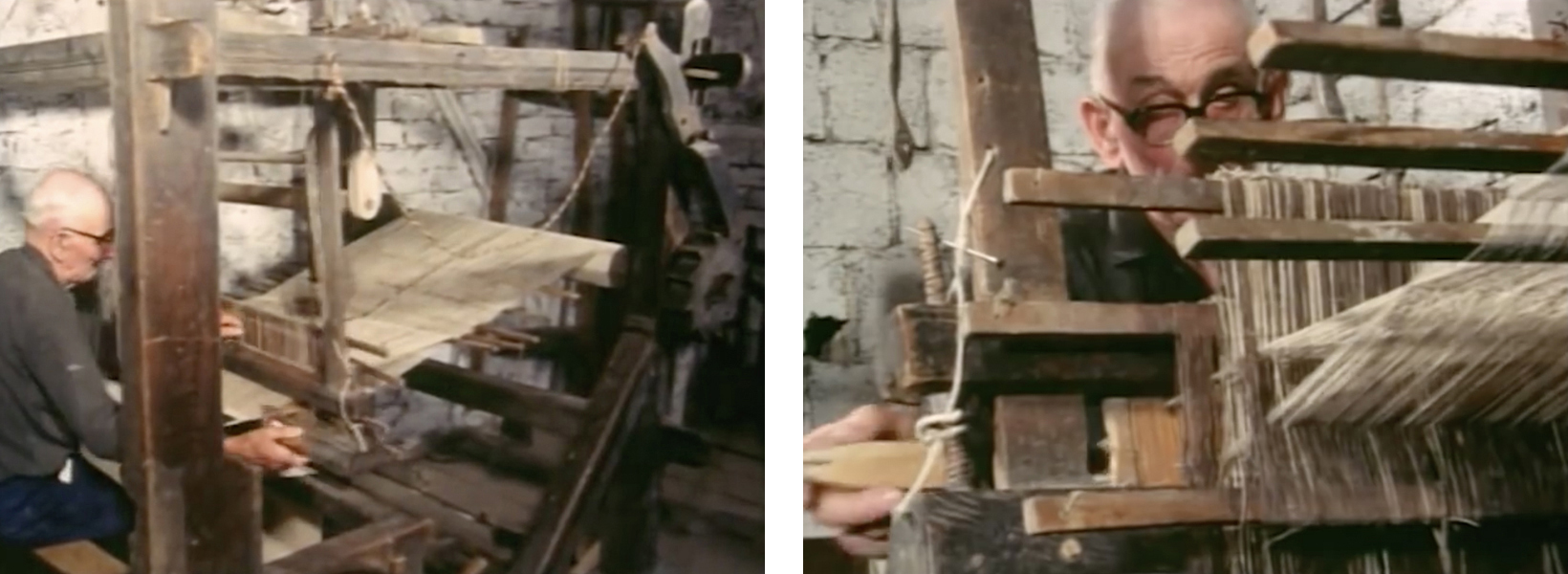
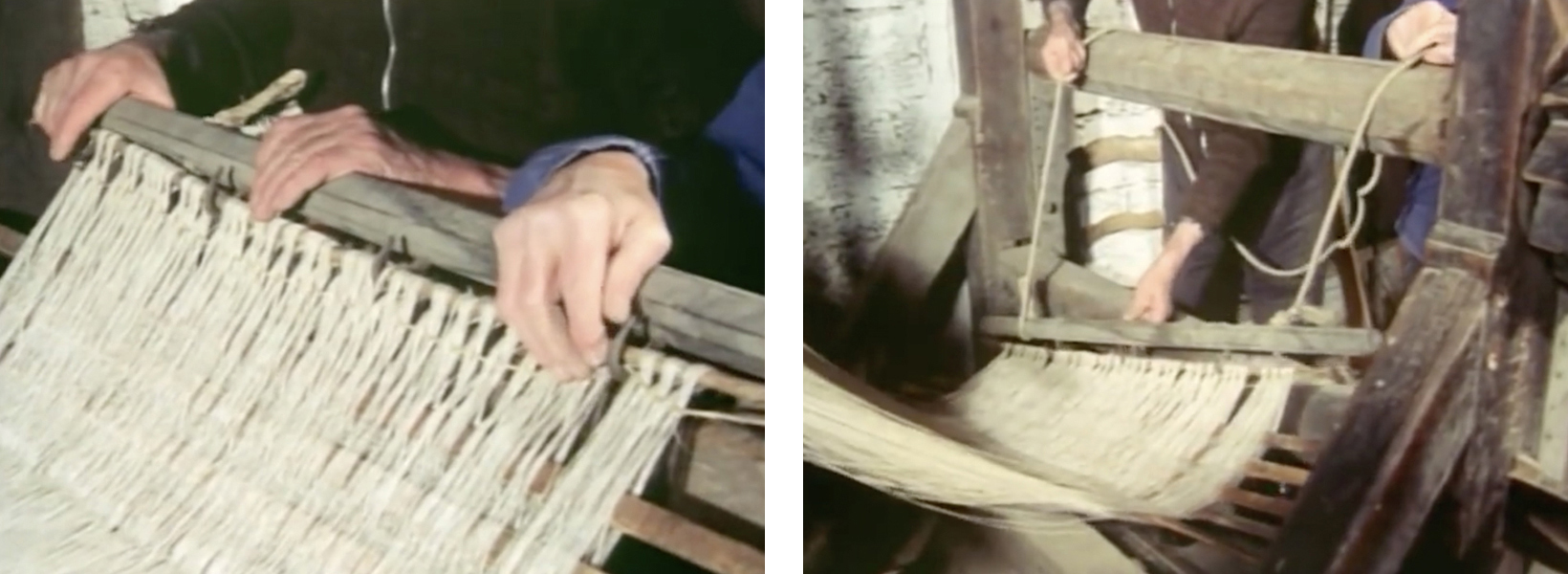
After about three days of weaving, the warp is completely unwound from the warp beam. It must be lengthened so that the last section can also be woven.
Wilhelm Mosel first detaches the willow stick that goes through the end of the warp – the so-called ‘thrum’ – from the warp beam.
Next, the men attach a batten with iron hooks on to the stick. This extension, like the wooden weight, is also called a ‘donkey’ in the language of the weavers.
They attach the cords from the donkey to the warp beam.
Now the weight can be hooked in again and the warp tightened.
Otto Klos smooths the end of the warp with the rest of the flour paste.
Weavers who did this work as their main occupation often developed rheumatic and cardiovascular diseases from sitting bent over the loom for 10 to 14 hours in a workshop with only moderate heating.
The burden on the internal organs, such as the stomach, was considerable. There were also eye infections because the workshops were insufficiently lit. The weaving of linen, like wool and cotton, was a dusty affair. Professional weavers therefore often contracted tuberculosis.
These typical weavers’ diseases were rare in rural weaving becasue the farmers combined weaving with agricultural work.
The cross sticks in the slowly advancing warp have almost reached the shafts. This make it difficult to raise and lower the shafts to form the shed. Therefore, the first sticks are taken out of the cross.
The weaver works a willow stick into the end of the linen cloth. The stick, along with the remant of cloth and the end of the warp, will soon be cut away from the main piece of woven cloth.
This prevents the remaining warp from slipping out of the reed and heddles.
When weaving a new linen fabric, this stick will be inserted into the slot in the breast beam.
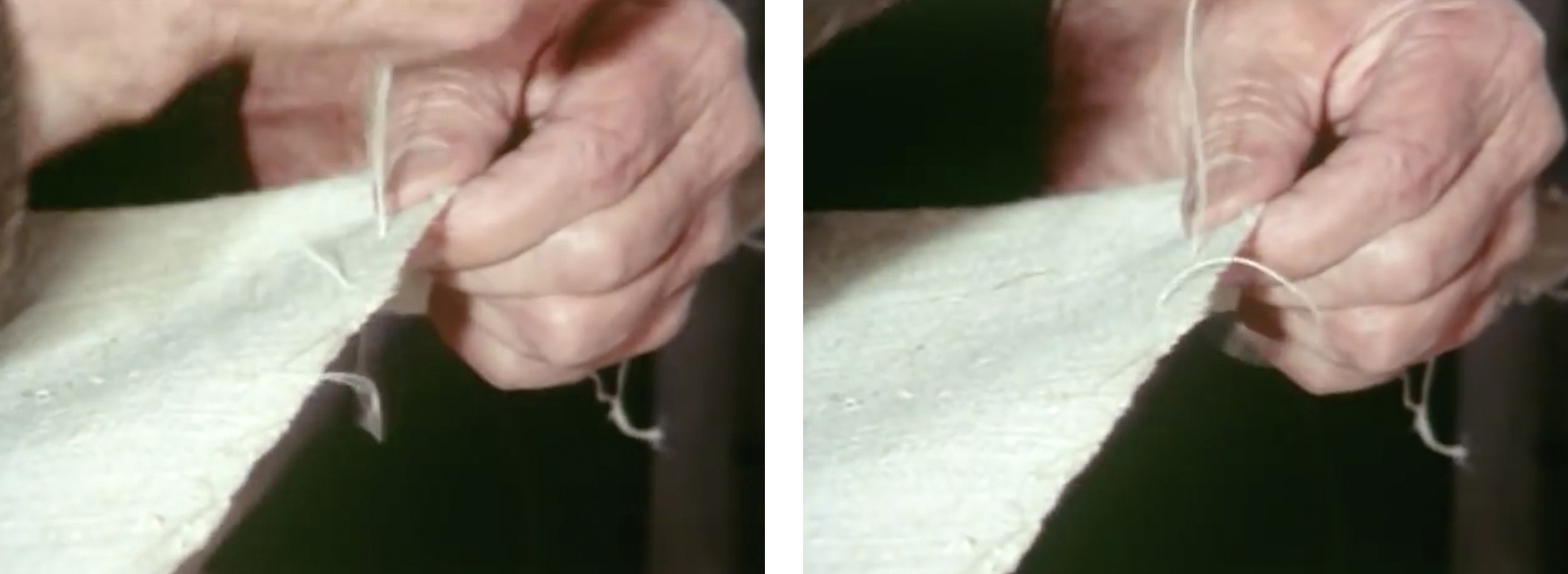
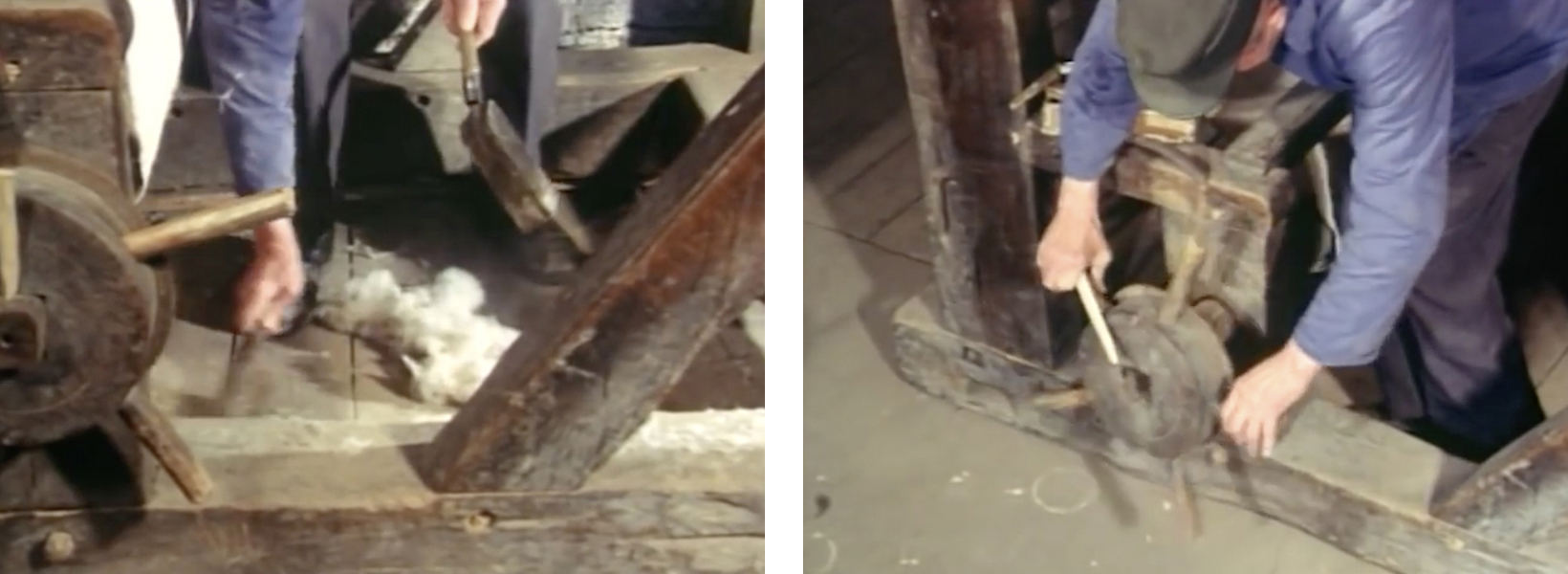
Wilhelm Mosel now uses a knife to cut off the cloth in front of the willow stick that was woven into it.
The weaver sews the raw edge of the cloth with a linen thread to prevent it from unravelling
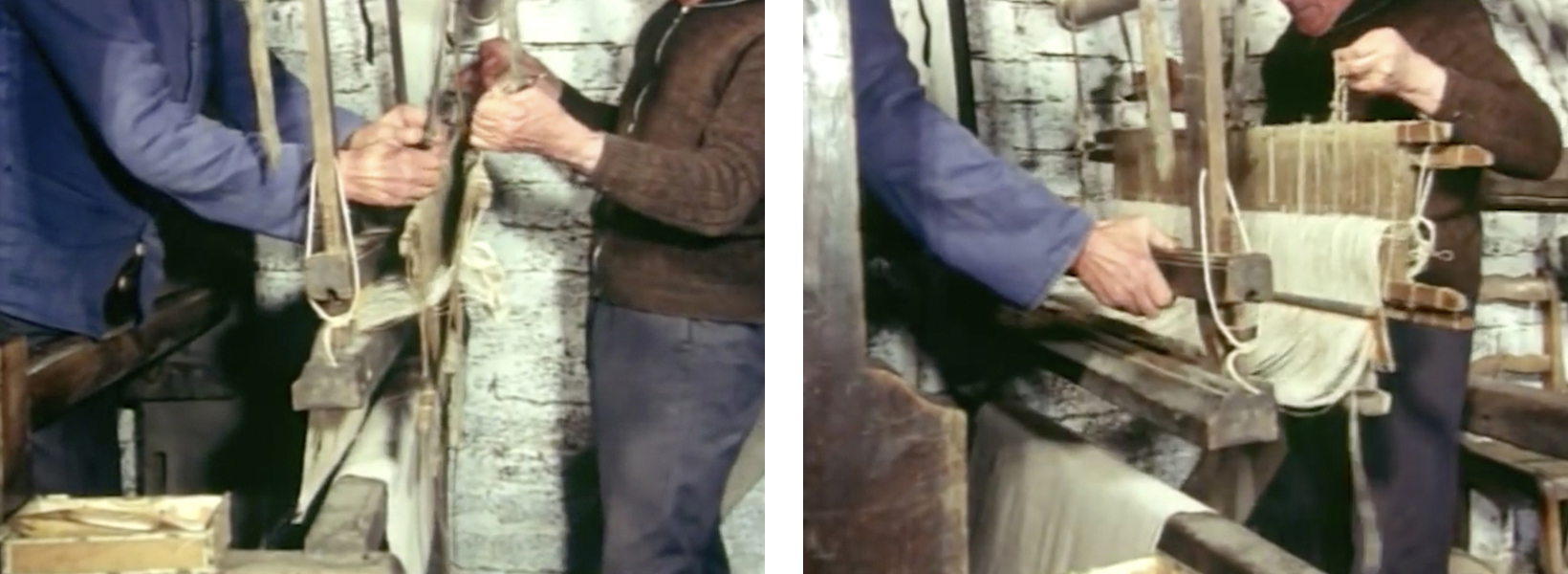
To remove the cloth from the loom, Otto Klos first unhooked the weight. Wilhelm Mosel carefully pulls out the cross sticks that are still in the end of the warp.
The two men remove the cord attaching the donkey to the warp beam. The weaver then detaches the donkey from the willow stick at the end of the warp.
The remnant of cloth with the woven stick and the end of the warp have remained in the harness. This will be needed later to set a new warp on the loom. This saves the very time-consuming process of passing individual threads through the eyes of the heddles and through the reed.
Wilhelm Mosel inserts the willow rod into the breast beam, pulling the harness forward and a little and securing it.
This allows the weaver to easily pull the rod out of the loops at the end of the warp.
The gangs of the warp form separate loops hanging down behind the shafts. Wilhel Mosel pulls these through each other in such a way that they are not damaged while the gear is moved and stored.
Now the men can detach the harness from the treadles and the pulleys. The reed with the warp remnant is also taken out of the lay.
To remove the cloth from the loom, the helper takes down the lay.
To make room in the loom Otto Klos undoes the brackets for the treadles and puts these aside too.
So that the fabric does not get dirty when it is taken off and rolled up on the floor, Otto Klos sweeps away the fiber dust produced during the weaving process.
He then releases the locking wheel from the cloth beam
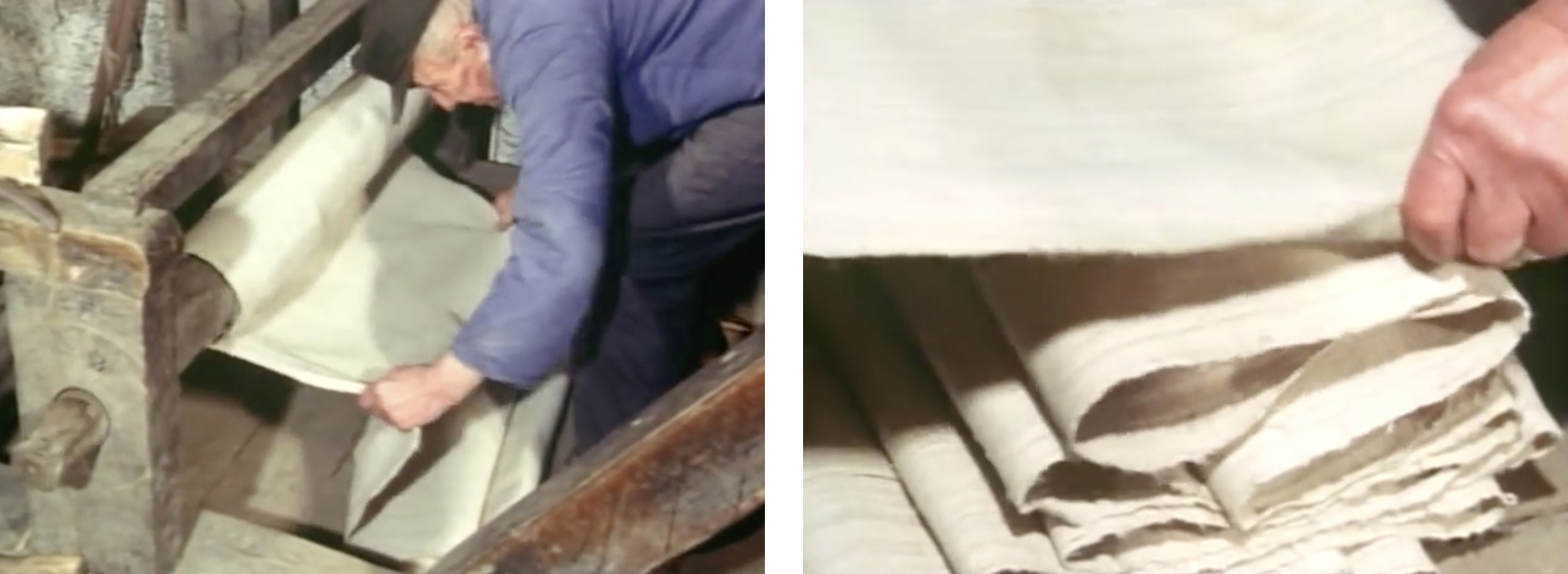
The cloth – more than 10 m long – can now be unrolled from the cloth beam and folded on the floor. The willow stick will be removed from the cloth later.
Up until the 19th century there was a great need for linen fabrics in the home. Textiles such as tablecloths, towels, bed linen, but also underwear and summer outerwear consisted mainly of linen. However, before the fabric could be processed or sold, the weaving faults had to be repaired, protruding threads sewn up and the fabric washed and bleached in the meadow. After this, the cloth sometimes underwent further finishing, such as the so-called Blue-printing (Blaudruckverfahren) resist dying process.
The fabric was rolled up and stored in a chest or cupboard until it was bleached after the hay had been harvest in summer or early autumn.
The following is a transcription of the film Bäuerliche Leinenweberei: 3: Aufbäumen, Anknüpfen und Schlichten der Kette, with my translation of the original German commentary presented alongside stills from the corresponding scenes in the film.
The film is the third in a series recording the re-enactment of traditional linen weaving in the town of Dickenshied in 1978/9, produced by Landschaftsverband Rheinland.
All images courtesy of Landschaftsverband Rheinland.
Watch the original film here. For more information about the films read this.
All stills from Bauerliche Lienenweberie 3 (courtesy Landschaftsverband Rheinland)
Bäuerliche Leinenweberei: 3: Aufbäumen, Anknüpfen und Schlichten der Kette Rural Linen Weaving in Germany: 3: Beaming, Tying and Dressing the Warp
Commentary
It is winter in the Hunsrück region. On the farm, this is the time when linen weaving can begin. Meanwhile in Dickenschied the old hand loom has been assembled.
For Wilhelm Mosel and Otto Klos, who are re-enacting the preparatory stages of linen weaving for the film, the most complex phase of linen production now begins. The warp must be mounted – stretched out, in other words – on the loom. This requires some helpers. Sometimes several families would help each other.
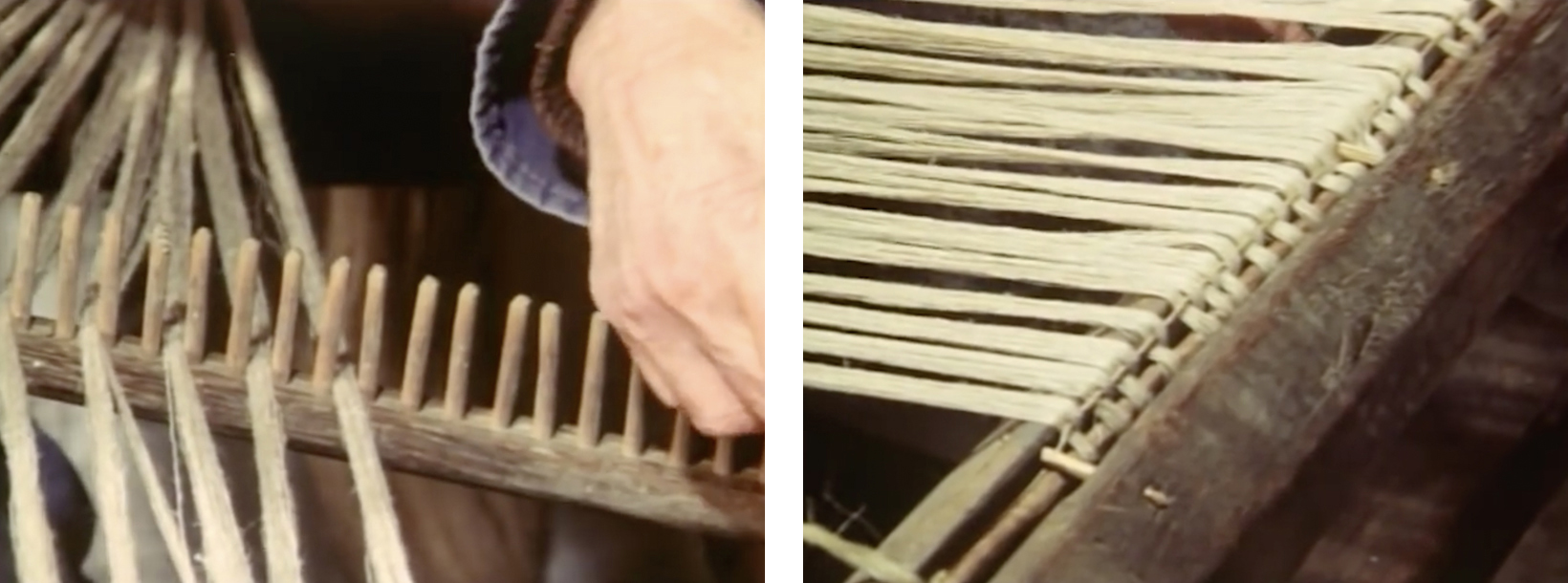
A willow stick is pushed into the end of the warp. The men attach the stick to the warp beam. Now the individual gangs (1)– the groups of 40 threads made during warping – are evenly spread out.
Frau Klos, who is helping with the set up, stands at the front of the loom and makes sure to pull the warp evenly taut. Wilhelm Mosel uses the raddle (den Scheid). This serves to keep the warp regularly spaced when winding it on.
Each gang is inserted in the space between the wooden teeth of the raddle. The men must make sure that the gangs do not cross but lie evenly next to each other. Crossing just a few threads could lead to weaving errors, so great care is needed.
Once the last gang is placed, the men put the cap on the raddle to stop the yarn from slipping out. Wilhelm Mosel also fastens the cap to the raddle with wooden dowels.
Now they can start winding the warp onto the warp beam.
The two helpers slowly turn the beam with two levers inserted through it. At the same time, the weaver holds the raddle with the gangs running through it. The tension in the yarn means they have to work hard to turn the warp beam.
Wilhelm Mosel holds the raddle straight in the warp so that the layers of yarn are evenly distributed on the beam as it is wound on. Frau Klos ensures that the threads are pulled tight. She repeatedly reaches into the yarn with her hand to organize it. In order to ensure an even tension of the thread and a firm winding, she must pull on the warp with all her strength. In this way, the chained warp gradually loosens.
Frau Klos inserts a cord into the loop at the beginning of the warp. This way she can keep pulling until the yarn is almost completely wound onto the beam. Wilhelm Mosel ties the cord from the end of the warp to the breast beam.
The weaver first puts one and then a second stick through the cross that was created when the warp was made. In this way, the yarn is divided into two equal halves, alternating between threads on the bottom and threads on the top. The cross sticks are attached to brackets hung from the loom. They will remain in the warp while it is mounted on the loom, and also later during the weaving.
They must make sure the workshop is kept at a constant temperature and humidity, since the threads can stretch or shorten if this varies.
The men take out the raddle, which is no longer needed.
Now the men can start tying the threads. To do this, Wilhelm Mosel and his helper first have to re-hang the lay (2), along with the reed and heddles.
The remnant of the old warp, cut away from the last cloth to have been woven, remains in the heddles. This makes it easier to mount the new warp.
The men insert the reed into the lay.
Wilhelm Mosel hangs the harness pulley mechanism on the loom frame, as he did with the lay.
The weaver and his helper now attach the shafts to leather loops.
In order to make room in the loom for tying-on, the men have to temporarily push the lay and harness forward.
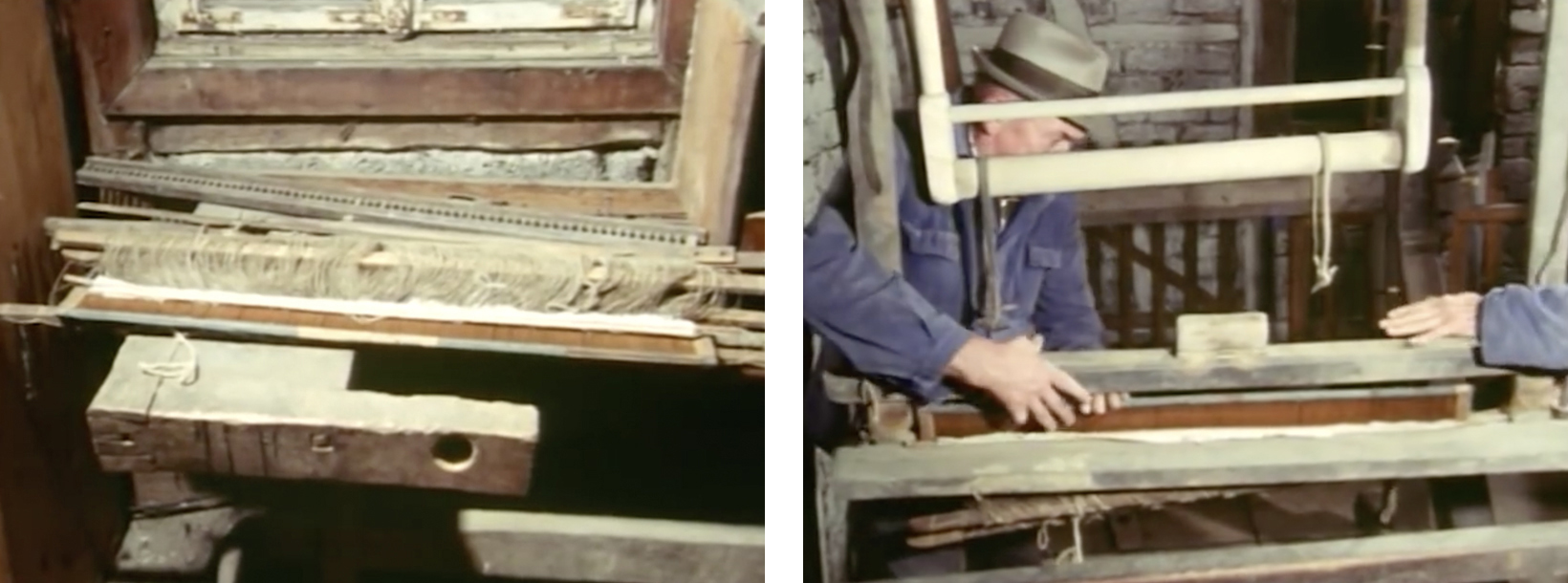
When the last piece of cloth was woven, a willow stick was sewn into the end of it. The stick, with the remnant of the old warp, known as the thrum(3) (German Thumm), is now inserted into the slot in the breast beam and fastened with wooden pins.
Now the weaver checks that the loom is level and square. A skewed or leaning loom frame can lead to distortions in the woven cloth. A slight difference in the posts or an unevenness in the floor can cause this.
The loom is now level.
Wilhelm Mosel hangs the lamms from the shafts. These will later be connected to the treadles to allow the shafts to be pulled down vertically.
The gangs of the old warp remnant are looped together on the back of the heddles. The weaver now undoes them. As with the new warp, each gang contains 40 threads – a total of 1440 threads that need to be tied to the new warp.
After Wilhelm Mosel has untied the cord from the end of the new warp, he cuts open the loops of yarn. He must be careful not to tangle or cross the threads too much.
The weaver also pulls out the cord that was threaded in the cross when the warp was made. The cord has now been replaced by the two cross sticks and is no longer needed.
Otto Klos unwinds some yarn from the warp beam to lengthen the warp in the work area.
Now the individual gangs of the new warp must be sorted on the cross sticks. This is necessary to avoid crossing threads when tying-on. The men pay very close attention to the correct order of the yarn.
The yarn is now straight and organised on the cross sticks.
Now the men measure the length of the warp threads on the left and right edges. The length should be the same. Threads that are too long will be cut when tying-on. Otto Klos locks the warp beam so that the warp does not unwind when tying-on.
The tie-on that follows is a tedious, time-consuming job.
First, Wilhel Mosel shortens the new warp threads to the right length.
He cuts open the loops of the old warp ends.
Now each thread of the old warp must be tied to a thread of the new warp in the correct order. This requires good dexterity and a high level of concentration.
In commercial weaving it was sometimes the case that the weaver would not to do this himself, a task which sometimes took several days, but have it done by skilled young women for a fee. The farmers who wove for their own use usually tied the warp themselves.
The assistant sorts the threads into pairs before tying them on, as this makes it easier to spot mistakes.
A pair of two threads are called Kameraden (comrades), a single thread Kamerad. In the harness, the threads run alternately through one shaft and then the other. In weaving this creates the typical tabby weave, with alternately intersecting yarns.
Wilhelm Mosel twists the individual ends. To tie them, he forms a loop and then tightens it.
Leaving the remnant of the old warp in the harness makes the weaver’s work considerably easier. Without this, the threads of the new warp would have to be laboriously pulled through the eyes of the heddles and then through the reed. That takes a lot more time than tying-on.
After a few hours, the men have already tied-on half the threads. The space in the loom is getting tighter and tighter.
The knots that Wilhelm Mosel makes must be as small as possible so that they can be pulled easily through the heddles. There is a risk of thread breakage if they get stuck.
The linen yarn used for the warp was mostly spun on spinning wheels by women on long winter evenings.
In order to make a nice fabric, the yarn must be spun with as uniform a thickness as possible. Unevenness in the warp yarn can lead to thread breakage during weaving.
The knotting of the warp was particularly difficult for older weavers. Their eyes would tire quickly and sitting in a hunched posture for long periods would be painful.
The weaver frequently moistens his fingers with fat in order to twist the threads better.
Sometimes the corresponding Kameraden have to be found because the threads within a gang are not always in the right order.
Wilhelm Mosel cuts open another loop of the old warp with a knife.
It should not get too cold in the weaving room, because knotting is much slower with cold and stiff fingers. Nevertheless, the stove must not be too hot, otherwise changes to the humidity could affect the yarn.
The next day: Wilhelm Mosel and Otto Klos have almost finished tying-on the warp. It will soon become clear if any threads have been missed and if the ends have been joined in the correct order. This laborious work, which can last several days depending on the number of warp threads, is almost complete.
The knots and thread ends are clearly visible. They are still in front of the harness and have yet to be pulled through the heddles and the reed.
When the tying is finished, it turns out that there are two threads left on the old warp. The men add a thread to the new warp by attaching a spool.
The spool will remain behind the loom during weaving and gradually unwind.
Now the knots have to be pulled through the heddles.
First, Wilhelm Mosel connects the breast beam to the cloth beam with a cord. Turning the wheel on the cloth beam also moves the breast beam, and thus enables the weaver to tension the loose warp.
Wilhelm Mosel and Otto Klos use horse combs to smooth out the loose ends so that they can be pulled more easily through the eyes of the heddles.
The men now begin the draw-through (Durchschaffen). First one shaft and then the other must be very carefully pulled backwards over the row of knots. This drawing-through requires skill to minimise thread breakage.
The eye of each heddle in the harness slides over a knot. This will test how well the warp has been knotted. There is also a risk of damaging the heddles when doing this.
Up until the beginning of the 20th century it was common in many places in the hills, such as here in the Hunsrück, for people to make their own household linen. But by no means every household had its own loom. Many families spun yarn themselves but had it processed by a weaver, most of whom worked on a part-time basis.
With the advent of machine looms, cheaper cotton fabrics increasingly replaced unprofitable linen. It was mostly older weavers who continued with traditional linen making and tried to earn a living from it, being either unwilling or unable to change jobs.
The harness can now be placed back in the middle of the loom.
The men take the reed out of the lay to get the knots through the it more easily.
They move the reed up and down as they pull it along. This makes it easier for the knots to slide through.
The lay is moved back and the reed is reinserted.
Wilhelm Mosel now climbs into the loom to connect the treadles to the shafts.
Despite all the care taken when drawing-through, some warp threads have broken. They now need to be re-tied.
Unlike the previous tying, the yarn must now be threaded through the metal eyes of the heddles and then also through the reed.
Wilhelm Mosel re-ties it in front of the lay to the corresponding thread of the old warp remnant.
Because the warp yarn is arranged evenly on the lease rods, the assistant can more easily find the corresponding Kameraden.
The weaver pulls the threads through the heddles and reed with a threading hook, which is slightly bent at the end like a crochet hook.
The actual weaving of simple linen fabrics did not require a great deal of knowledge, unlike the warping and tying-on, so many farmers had this preparatory work done partly or wholly by specialists.
While the men in the workshop are busy tying the threads, Frau Klos is preparing the dressing (4) in the kitchen. This is a flour paste for coating the warp. This makes the yarn smoother and more durable and prevents it being damaged through contact with the heddles.
In the hill country, such as here on the Hunsrück, inexpensive rye flour was used for the dressing. It is mixed with water to a paste that is not too thick. Wheat or buckwheat flour was more commonly used on the Lower Rhine. Sometimes dressing was made from potato or chestnut flour.
After Frau Klos has mixed the flour with cold water, she adds hot water and stirs the dressing until the lumps have dissolved.
Linen and cotton warps were dressed in this way. Wool yarns had to be sized with glue. Oil or lard was also used in the dressing of cotton. In the case of linen, the addition of fat was usually dispensed with since it was difficult to remove from the finished fabric with the usual bleaching and washing processes.
While Frau Klos was stirring the dressing in the kitchen, the men in the workshop have begun preparing the yarn for dressing. To do this, they insert several additional cross sticks into the warp. Gathering the threads in this way makes the surface of the warp tighter and easier to work with. It also simplifies the sorting and retrieval of individual warp threads when a thread breaks during weaving.
Wilhelm Mosel connects the shafts with the treadles. Now they can test whether or not the shedding works – that is, the alternate raising of the shafts and thus the lifting of half of the warp threads.
The weaver no longer has to laboriously sort the warp to insert the remaining sticks, but can easily push them through the shed.
For dressing, it is necessary to move the harness forward again.
Wilhelm Mosel dips the brushes lightly in the dressing. He must not apply too much dressing, otherwise the linen yarn could stick together.
The leftover dressing will be needed later for weaving.
The damp warp must be left to dry before weaving can begin.
Notes:
Several alternatives often present themselves when translating the technical terms of weaving. Where appropriate I have used the alternative closest to the German to draw out the shared etymologies. The german word here is Gang. Thus the english gang, rather than portee, to designate a group of threads warped together. Gang is the term used by John Duncan in Practical & Descriptive Essays on the Art of Weaving (1808). It is sill used by some weavers, although portée is perhaps more common.
The german term used here to designate the pivoted frame holding the reed is Lad, to which lay is closer than batten. Lay is used by Duncan (see note 1 above).
The term thrumm refers to the individual or collective threads in the warp remnant. In England they used to be sold for making mops etc.
The German term used here is die Schlichte. I translate this as dressing (made with starch) to make a distinction with size (made with glue).
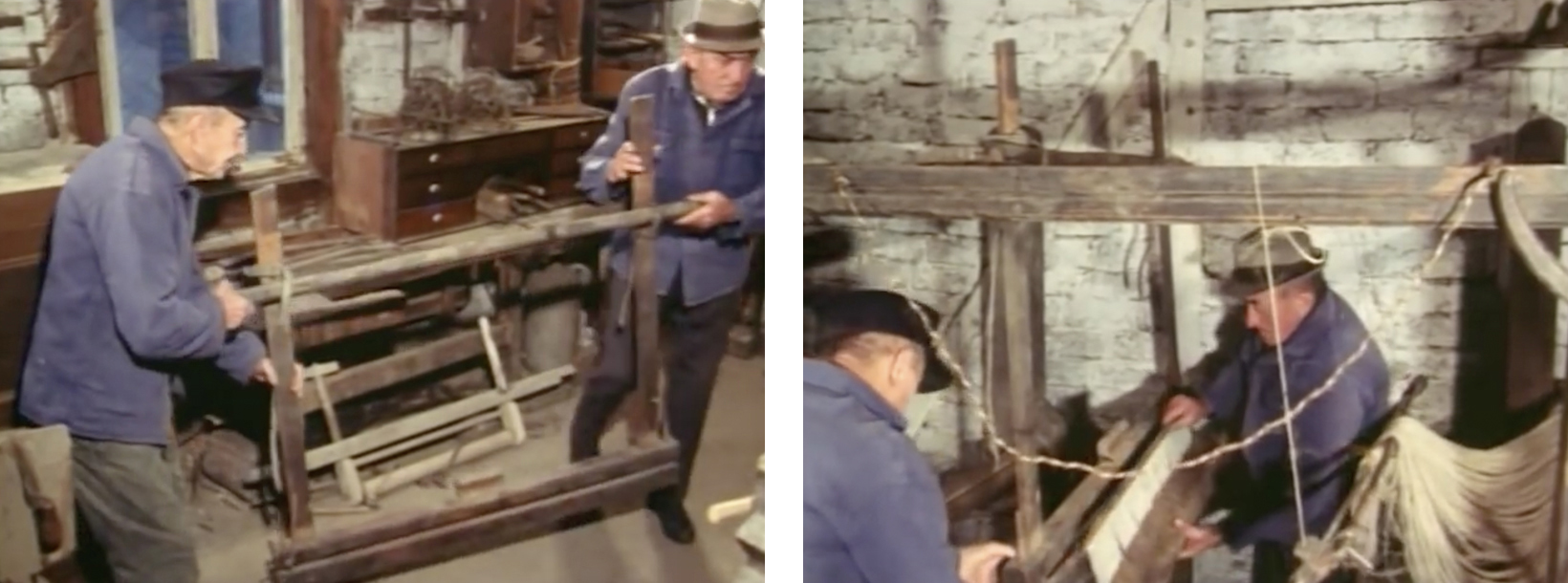
The following is a transcription of the film Bäuerliche Leinenweberei: 2: Aufschlagen des Webstuhls, with my translation of the original German commentary presented alongside stills from the corresponding scenes in the film.
The film is the second in a series recording the re-enactment of traditional linen weaving in the town of Dickenshied in 1978/9, produced by Landschaftsverband Rheinland.
All images courtesy of Landschaftsverband Rheinland.
Watch the original film here. For more information about the films read this.
All stills from Bäuerliche Leinenweberei: 1: Schären der Kette, courtesy of Landschaftsverband Rheinland
Bäuerliche Leinenweberei: 2: Aufschlagen des Webstuhls Rural Linen Weaving in Germany: 2: Building the Loom
Commentary
In late autumn, when the farm work in the Hunsruck area was finished, preparations for linen weaving could begin. In the 19th century several families here in Dickenschied owned there own looms, weaving linen mainly as a sideline. The loom was assembled between Old Halloween (1) and Christmas.
This was usually done in one of the rooms of the house, such as the living room, or in a workshop – the Bosselkammer. Few families had a separate weaving room.
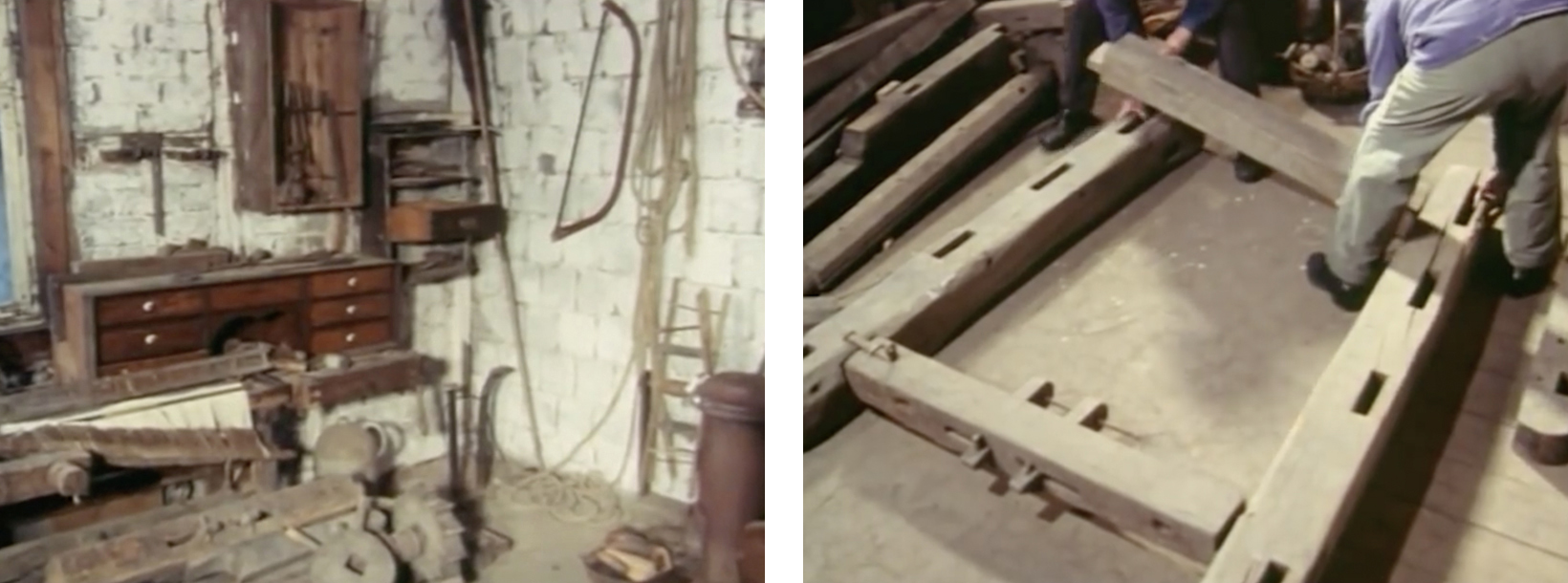
Wilhelm Mosel and Otto Klos, who are demonstrating setting up the loom here, first assemble the base of the frame, or Zarich. As with a half-timbered house frame, they connect the individual parts and knock them together with a hammer.
As soon as the base structure is in place, the corner posts are inserted.
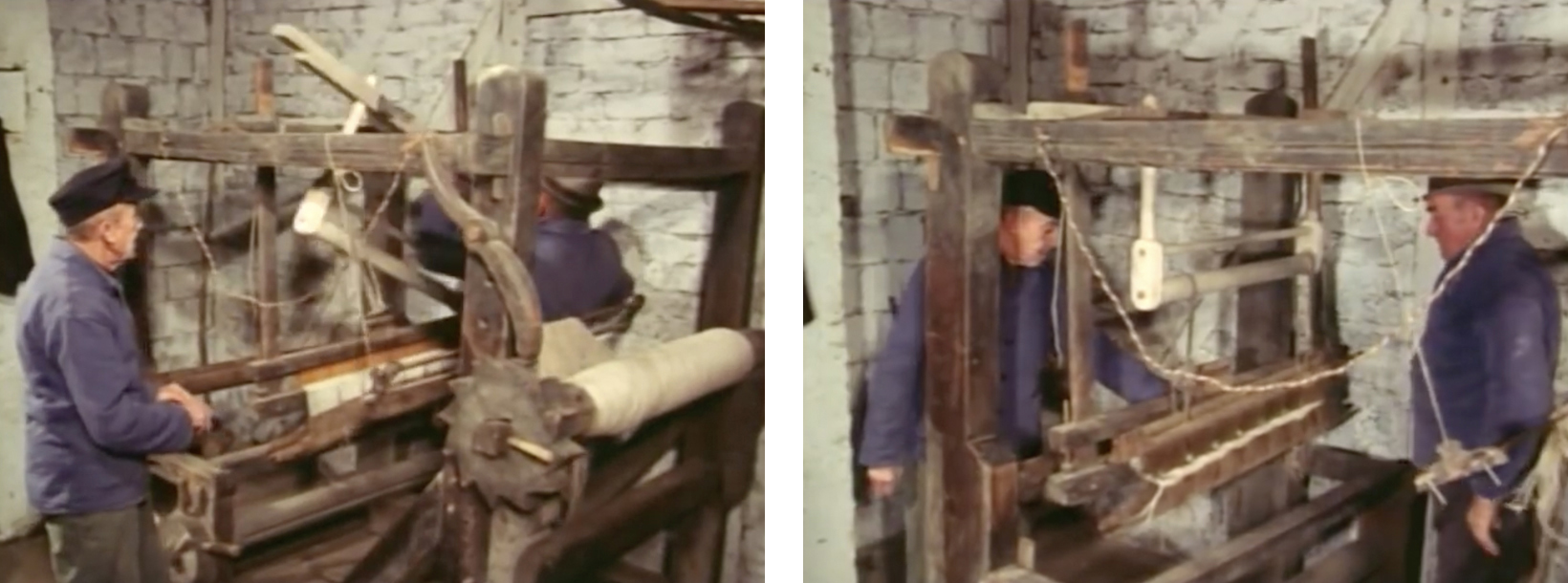
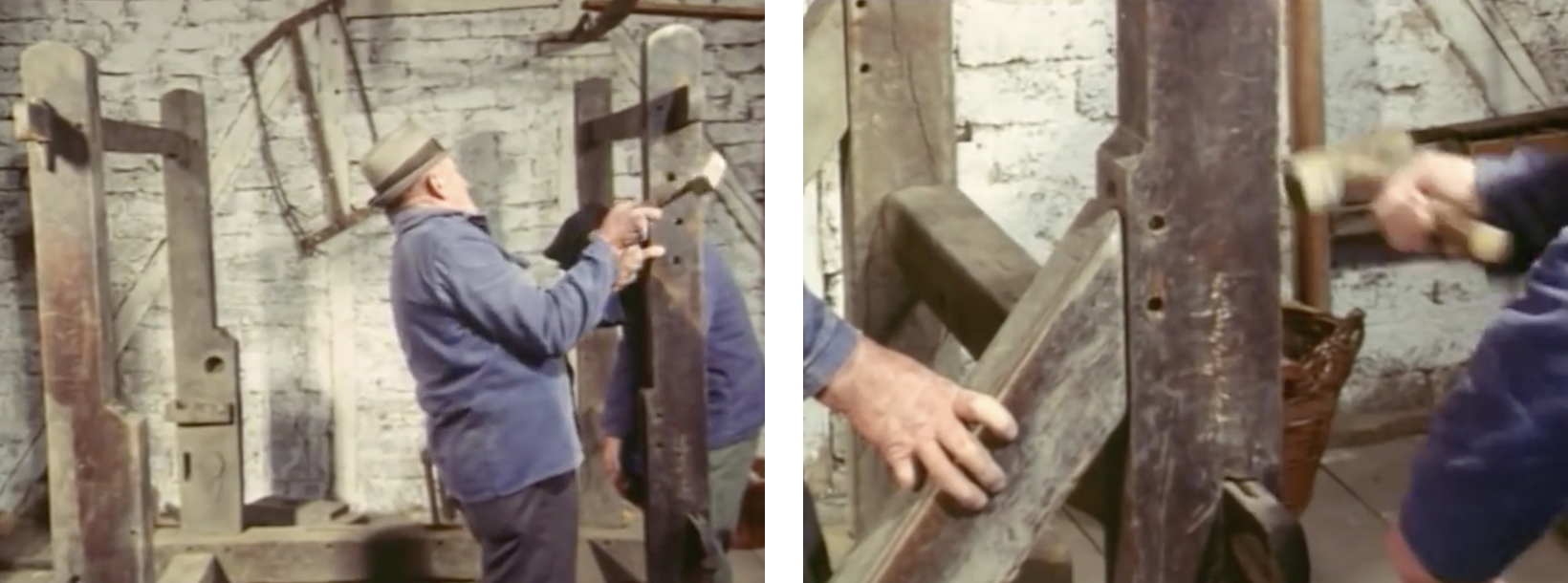
The two men are experienced linen weavers. For the film they are setting up this hundred-year-old loom one more time. They brace the posts at the top with crosspieces.
Handlooms were usually made of oak. In the old days, simple wooden items like this were usually tailor-made by village carpenters. The carpenter took the weaver’s height and his domestic space into consideration, so every old hand loom is unique.
The men use only wooden nails and pegs to secure the wooden parts of the frame.
In the Moselle and Hunsrück areas some looms were richly decorated with carvings. They were probably made by specialized craftsmen.
The rear posts are set up in the same way as the front.
The loom frames suffered little wear and tear and were passed from generation to generation. Many families owned their own loom, which they used to weave linen for their own use or partly for sale. When domestic linen weaving was finally abandoned after the Second World War, the looms and other equipment such as winding gear and spinning wheels were thrown away, burned or at best stored in a corner of the attic. As a result, knowledge of the old techniques of linen weaving was largely lost.
You can clearly see the peg holes into which the wooden pegs will be hammered.
Now the men pick up the cloth beam on which the finished fabric will be wound during weaving. Years of experience and dexterity are needed to find the right parts in the pile of wood and put them together quickly. All the pieces must fit snugly together to prevent the cloth from twisting out of shape later on in the weaving.
For weavers who made a living from linen weaving, the loom had a permanent place rather than being re-assembled every winter. Sometimes, these looms were anchored to the floor or the ceiling beams to stop them vibrating or slipping when the loom was beaten hard.
The loom being constructed here is a so-called full loom (Vollwebstuhl), with corner posts connected at the top with crosspieces. This type was common in the Eifel and Hunsrück regions.
Wilhem Mosel knocks off the protruding wooden pegs to avoid damage or injury while working.
The men push the loom to its final location. The frame is now 1.92m long, 1.39m wide and 1.89m high. It can weave a cloth up to 1.10m wide. Wilhelm Mosel attaches the brackets for the cross sticks.
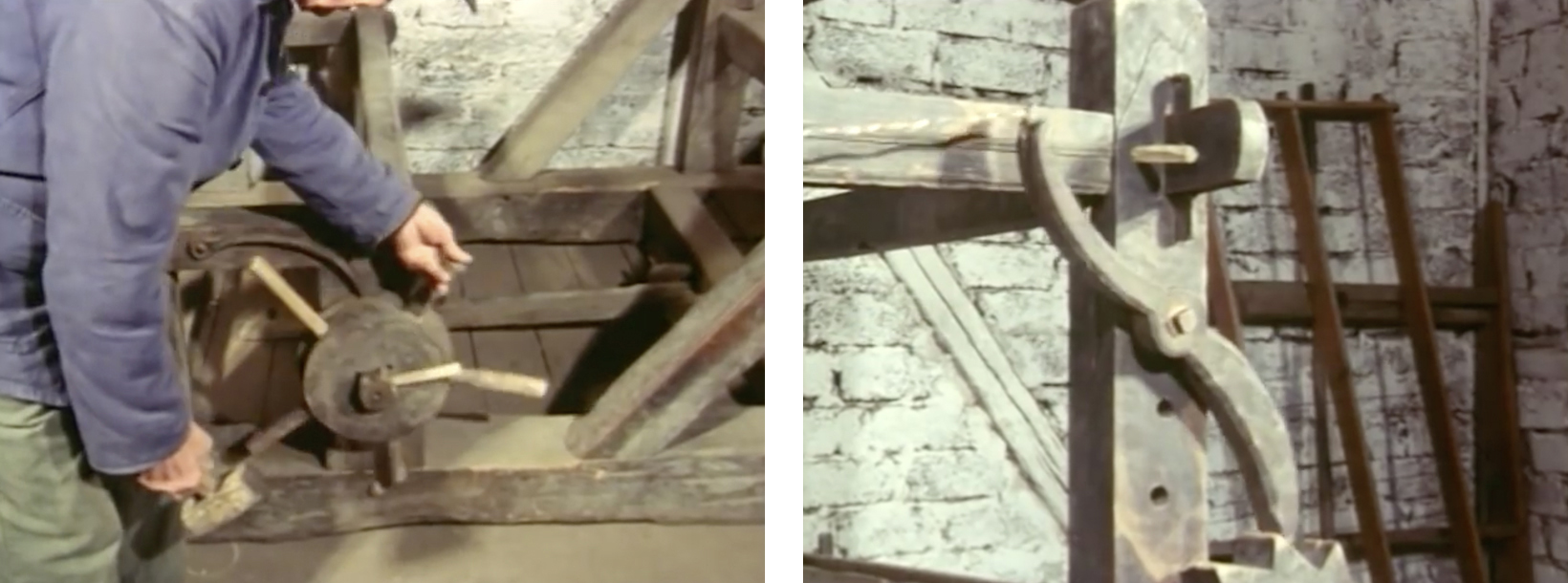
The round cloth beam is inserted, then the crossbar called the knee beam. Wilhelm Mosel fastens the two treadles to the loom frame with an iron bar. These will later be used to pull down the two leaves, one after the other.
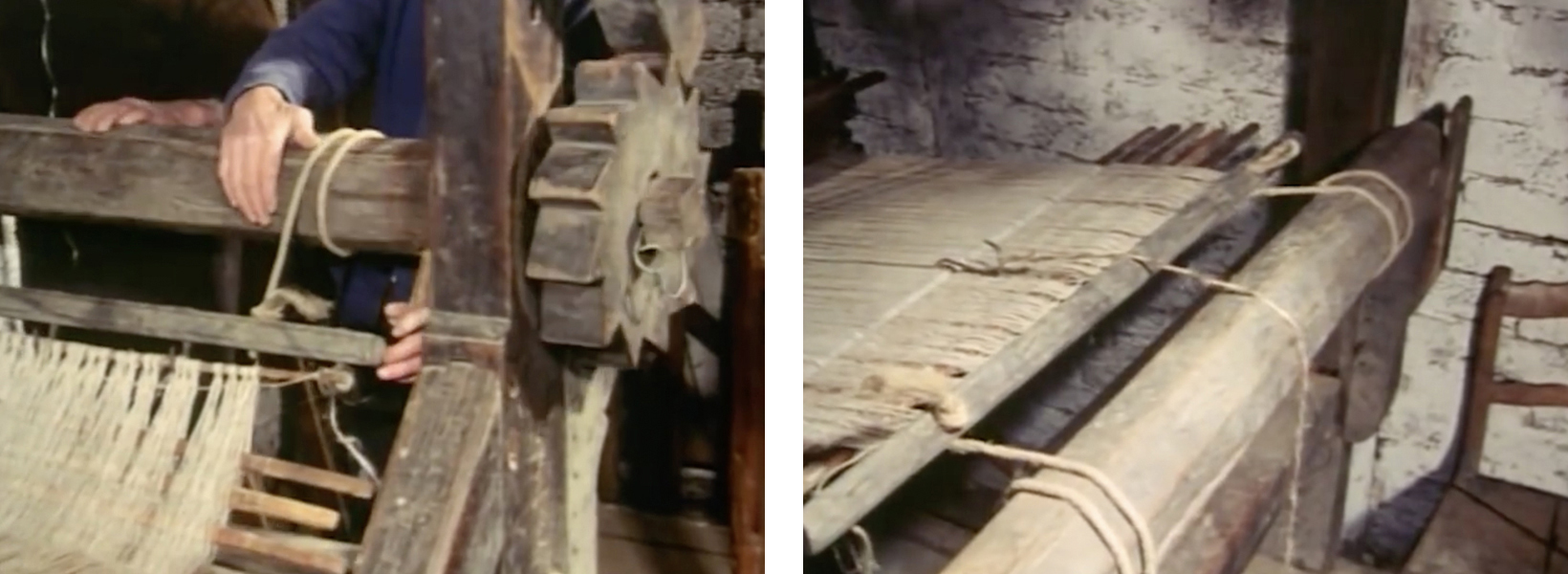
Now they must fit the brackets for the warp beam. The sturdy, rotating warp beam has a slot along its length. This is where the stick at the end of the warp will be inserted later. The men fasten a wooden ratchet wheel (das Garerad), to the warp beam. With the help of a locking mechanism this allows the weaver to unwind the warp gradually.
The weaver can also wind the cloth beam, using a wheel with wooden handles. The cloth beam is also fitted with an iron ratchet wheel, fixed with a pawl, so that the warp can be tightened later on. The large wooden pawl (Der Fäller) prevents the rotation of the ratchet wheel. The weaver can later release the lock with a cord without having to get up from work.
Now Wilhel Mosel inserts the seat board. Meanwhile, Otto Klos whittles some small sticks. They will later be used to attach the end of the warp to the warp beam.
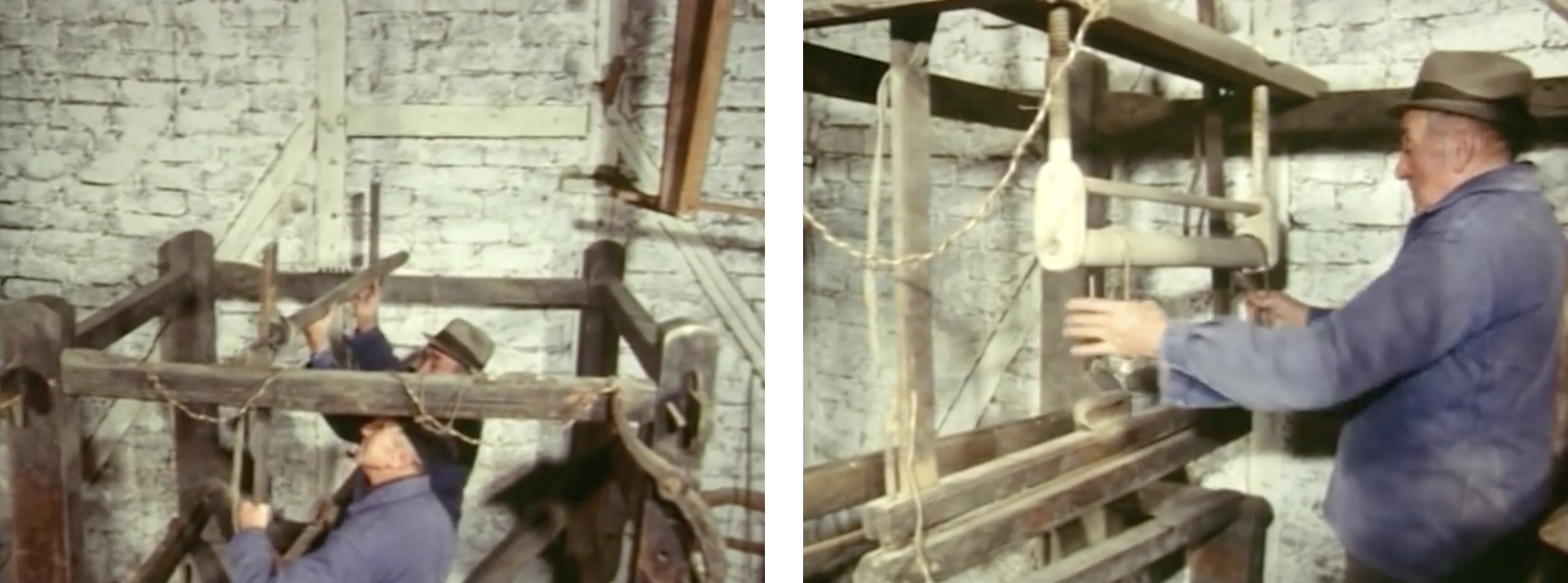
The men can now hang the batten or lay (2). This is hung from the wooden loom frame so that it moves like a swing. In a similar way they also hang the pulley mechanism for the shafts. This has two leather straps on which the shafts are hung so they can be pulled down one after the other during weaving.
Now they can install the gear (das Geschirr)(3). This consists of the reed and the two shafts. The comb-like reed is inserted into the lay. The weaver uses it to beat each weft thread firmly onto the fabric. As the name suggests, reeds used to be made from the stems of the plant. In the 19th century, however, this was replaced by stronger metal wire. The heddles are made of string with small metal eyes in the middle through which the warp threads are drawn. The remnant of the last cloth woven on the loom is still hanging in the heddles. This makes it easier to attach the new warp later.
The gear was subjected to heavy use during weaving. Unlike the robust loom frame it had to be repaired or replaced more frequently. Professional reed makers were once common in the Lower Rhine area. Reeds were also sold at markets or by itinerant traders in the mountains.
The weaver now connects the two leaves with the treadles. The loom is now functional.
Notes:
Martini in the original: St. Martin’s Day or Old Halloween, 11th November.
The german text gives two alternative terms to designate the pivoted frame holding the reed: die weblade and die Lad. Luther Hooper and John Tovey use Batten, while Lay is used by John Duncan in Practical & Descriptive Essays on the Art of Weaving (1808).
The German term das Gerchirr, which my dictionary translates as dishes, is used here to refer to the combination of reed, heddles and heddle bars. I have translated this with the word gear, sometimes used by weavers as an alternative to harness in referring to the entire shedding mechanism.
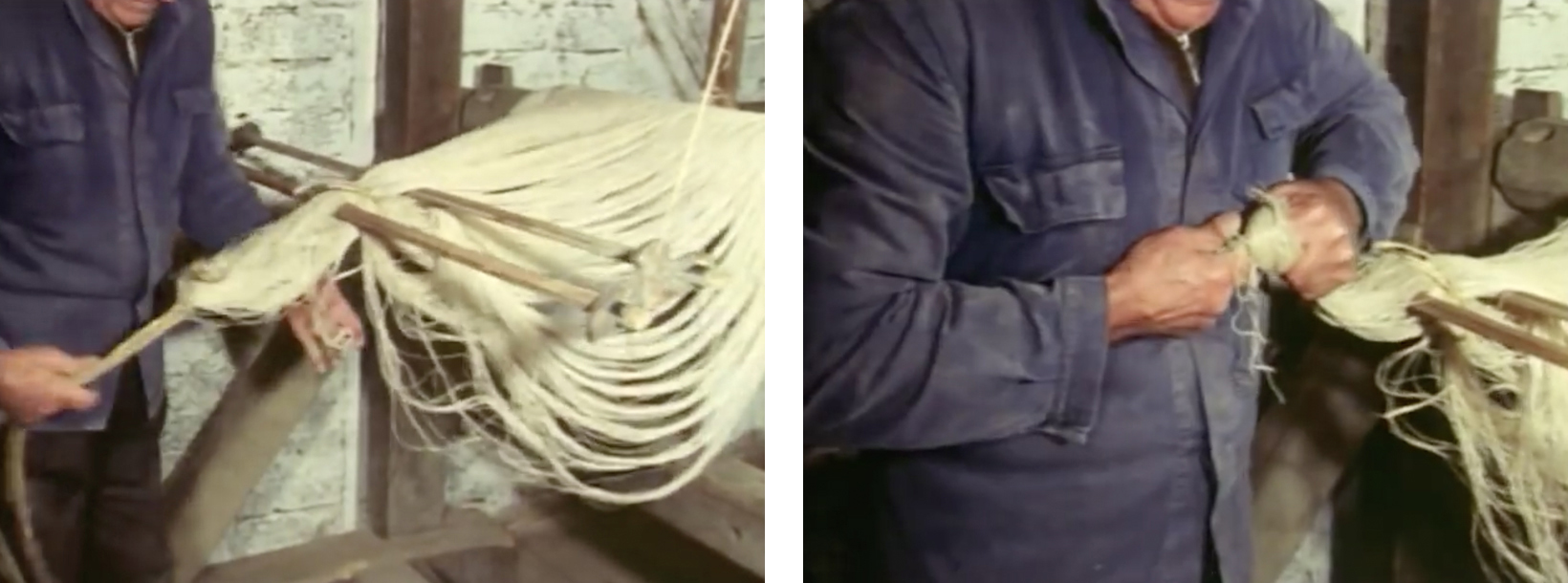
The following is a transcription of the film Bäuerliche Leinenweberei: 1: Schären der Kette, with my translation of the original German commentary presented alongside stills from the corresponding scenes in the film.
The film is the first in a series recording the re-enactment of traditional linen weaving in the town of Dickenshied in 1978/9, produced by Landschaftsverband Rheinland.
All images courtesy of Landschaftsverband Rheinland.
Watch the original film here. For more information about the films read this.
All stills from Bäuerliche Leinenweberei: 1: Schären der Kette, courtesy of Landschaftsverband Rheinland
Bäuerliche Leinenweberei: 1: Schären der Kette Rural Linen Weaving: 1: Winding the Warp
Commentary
Dickenschied is located in the Hunsrück region, near the town of Simmern. Flax was grown and processed into linen in this area until the second world war, and even to some extent in the post-war years. As a result the skills of rural linen making survived here after they had been forgotten elsewhere.
Until the beginning of the 20th century linen weaving was of great importance in the Rhineland hill country. It was mainly practiced as a sideline providing linen for the weavers’ own use.
The preparatory work for weaving is very time-consuming and requires great skill and care. For the film, these activities are re-enacted in the courtyard at 27 Kirchbergstrasse. Wilhelm Mosel and Otto Klos can remember how weaving was done in Dickenschied during their childhoods before the Second World War. Here they demonstrate the first of several operations involved in linen manufacture: the preparation of the warp.
Warp winding, referred to as Zierlen in the Hunsrück region, was done outside in good weather, or in a barn or other large space. Here it takes place in the workshop (Bosselkammer), which is also used as a weaving room.
The warp consists of parallel threads of equal length to be stretched on the loom. The required amount of linen yarn is wound on large wooden spools. Each spool can hold up to 2000m of yarn. It has been laboriously spun on spinning wheels during the winter. The spools are fixed in the creel with wire pins.
The work related to linen weaving, such as yarn spinning, warping and spool winding, as well as the weaving itself, was mainly done in the autumn and winter when there was little farm work to be done.
The number of spools required depends on the weight of cloth to be made. At least 20 spools are required for a simple linen fabric like that being made here.
A warping board or paddle (Inreffbrett) is used to guide the individual threads in parallel. Linen yarn from each spool is pulled separately through a hole in the paddle. This helps avoid tangling the yarn.
Once all the threads have been pulled through, Wilhelm Mosel ties the bundle of threads together. He places the knot on the warping mill (Schärkrone, also called Zettelkrone or Zierlkrone). This is a large rotating wooden frame.
Now the cross (das Fadenkreuz)(1) must be formed. The weaver divides the group of threads into two halves with his index finger and thumb. The cross is placed over two wooden pegs.
Otto Klos now turns the warping mill in a clockwise direction. The bundle of threads is slowly wound on. Wilhelm Mosel guides the yarn downwards.
The number of revolutions depends on the desired length of cloth. In this case, the circumference of the mill is five cubits, approximately 3.35m (2). Four turns are needed for a 13.5 m long cloth.
When they get to the lower end of the mill the bundle of threads is looped around a wooden peg.
Otto Klos now turns the mill anticlockwise and the weaver slowly guides the yarn back up. The 40 threads lying next to each other after being wound up and down once are referred to as a gang (ein Gang)(3). They all have the length of the future cloth. The process is now repeated several times.
At the corners of the mill each group of threads is always placed alternately higher or lower than the previous group. If they were wound on top of one another, the outer threads, wound last, would be longer than the inner ones.
Each time, the weaver forms the cross at the top with his fingers. Care must be taken when winding to ensure that the threads are evenly tensioned.
The term Schären is derived from Fadenschar (the bundle of threads wound onto the mill). It has nothing to do with the large metal shears (scheren) that were used to remove the fine protruding hairs on the surface of finished woollen cloth.
Otto Klos marks the finished gang with chalk.
In the case of very wide or fine fabrics with several thousand warp threads, the warp had to be made in two or three sections because the yarn would not fit onto the warping mill all at once. For simple linen fabrics for home use, like this one, one section is usually enough.
The number of gangs depends on the loom harness and the width of the fabric. Here they are making a warp with 36 gangs, i.e. 36 courses of 40 threads each. So the warp will have 1440 threads.
When winding, care is taken to ensure that the threads remain evenly taut and do not become tangled.
Any broken threads must be repaired immediately. This is done with the weaver’s knot.
A cord is inserted at the end of the warp after every 5 loops. This makes it easier to keep count while winding the warp.
As soon as a spool is empty, the men must wind new yarn with the winding wheel. Otto Klos turns the drive wheel with his right hand and guides the thread evenly onto the bobbin with his left.
In the 19th century, when commercial weaving developed as a separate trade, warping was done in the factory. The hired weaver picked up the warp and later brought the finished cloth to the employer. In rural linen production the weaver usually made the warp himself.
The weaver checks the number of courses. The 36 that are needed have now been wound.
After forming the cross, Wilhelm Mosel cuts the threads and ties the upper and lower halves together.
He inserts a cord into the loops of the cross. This preserves the division of the yarn into upper and lower halves when the warp is removed from the warping mill. This is important because exactly half of the yarn will later be pulled through the first shaft of the loom and the other half through the second shaft. In this way, simple plain weave can be made, with the threads running alternately up and down.
A cord is also inserted at the end of the warp.
The men must remove the upper crossbar to be able to unwind the tight warp from the mill.
All the equipment needed for warping, such as the bobbin creel, paddle and warping mill, used to be made by village carpenters. Because the equipment was simply made the weaver could usually carry out repairs himself.
The weaver slowly unwinds the yarn, looping it into a braid-like chain. He must be careful not to tangle or knot the threads. This way of chaining the warp makes it more compact.
The warp, which is more than 10 metres long, is shortened to a third of its length. The bulky warping mill must be put away after use to make room for setting up the loom.
Otto Klos pulls the excess yarn out of the paddle and winds it back onto the spools. It will either remain on the spools until the next warping operation, or it will be wound with the winding wheel onto smaller weft bobbins for weaving. Otto Klos also puts the creel aside until the next time it is needed.
This completes the first stage of the weavers’ process.
Notes:
Several alternatives often present themselves when translating the technical terms of weaving. Where appropriate I have used the alternative closest to the German to draw out the shared etymologies. Thus cross for Fadenkreuz, rather than lease. A warp has two crosses, the porrey cross, dividing indidual threads as here at the top of the warping mill, and the portée cross, dividing the warp into gangs, or portées, at the bottom of the mill.
A cubit is 18 inches or 457mm, so 5 cubits are actually about 2.3m, not 3.5m.
The german word used here is Gang. The english word gang, designating a group of threads warped together, is used by John Duncan in Practical & Descriptive Essays on the Art of Weaving (1808). It is sill used by some weavers, altough the term portée is perhaps more common. (see note 1 above).
Stills from Bauerliche Lienenweberie (courtesy Landschaftsverband Rheinland)
In the 1970s the German organisation Landschaftsverband Rheinland (LVR) began an ambitious project to record vanishing rural crafts, customs and work practices – including bell casting, mousetrap making, clay pipe making, butchery and bakery, as well as the cultivation and processing of flax.
As part of the project, former weavers in the town of Dickenschied were asked to re-enact the traditional linen-weaving that had been common in the area until the mid-twentieth century. A team of filmmakers recorded the process in a series of 16mm films that have since been digitised and made available on YouTube.
Titled Bauerliche Lienenweberie, the films are remarkable in their systematic and highly detailed presentation of the entire weaving process, including the making of a warp, the construction of a loom, and the bleaching of the woven cloth.
Since early 2022 I have been working on English translations of the German commentary to the films. (These translations are now available as blog posts. The first is here.)
The archive includes 5 original films, with a total duration of 2.5 hours, as well as over 400 photographs recording the process.
Part 1 Schären der Kette shows the winding of a warp on a warping mill, twenty ends at a time, with the aid of a paddle to form the porrey cross. (My translation of the narrated commentary for this film can be found here.)
Part 2 Aufschlagen des Webstuhls shows the construction of a loom from its components. (My translation of the narrated commentary for this filmcan be found here.)
Part 3 Aufbäumen, Anknüpfen und Schlichten der Webkette shows how the warp is beamed, tied and dressed on the loom in preparation for weaving. (My translation of the narrated commentary for this film can be found here.)
Part 4 Die Herstellung von Leinwand records the weaving itself. (My translation of the narrated commentary for this film can be found here.)
In 2020 I made a short film called Die Leinenweberie / The Linen Weavers by re-editing some of this digitised archive film, as a way of thinking about my own practice and exploring the performative dimension of weaving. Wilhelm Mosel and Otto Klos, the weavers in the film, are re-enacting a process they remember from the past. Hand weaving is always a re-enactment, the repetition of a time consuming and methodical process which has been repeated by generations of weavers across the world. My remixed film focuses on the intimate contact between the weavers and their equipment, showing only their hands and feet and replacing the original narration with a constructed soundtrack.
The LVR also produced a series of films called Filmdokumentation Bäuerliche Flachskultur recording a re-enactment of the processes involved in growing, harvesting, processing and spinning flax. Together, these unique films show the entire process of linen making, from soil to cloth.
I am currently working on a translation from German to English of the narration to the Bauerliche Lienenweberie films. The first part forms my next post.